
Расточной и раскатной инструмент



Наше предприятие является одним из немногих в мире, кто имеет давнюю научную и конструкторскую школу по разработке универсального инструмента для обработки внутренних цилиндрических поверхностей и глубоких отверстий.
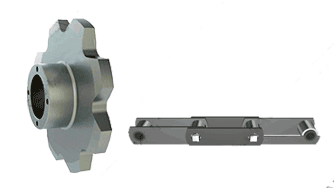
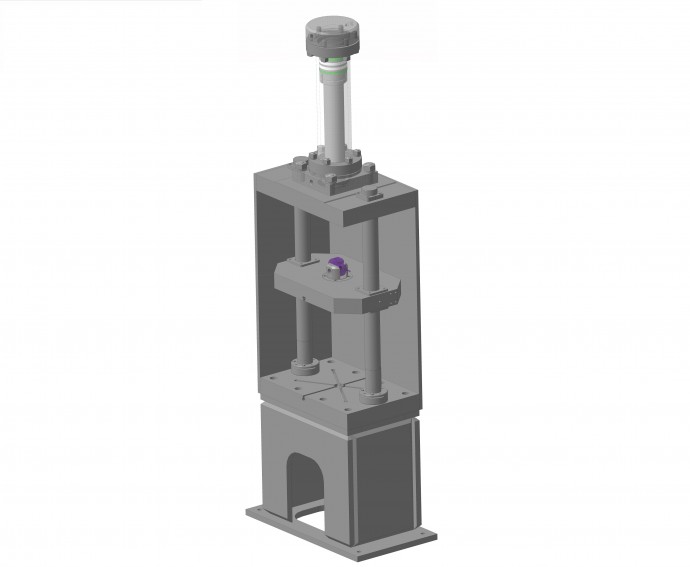
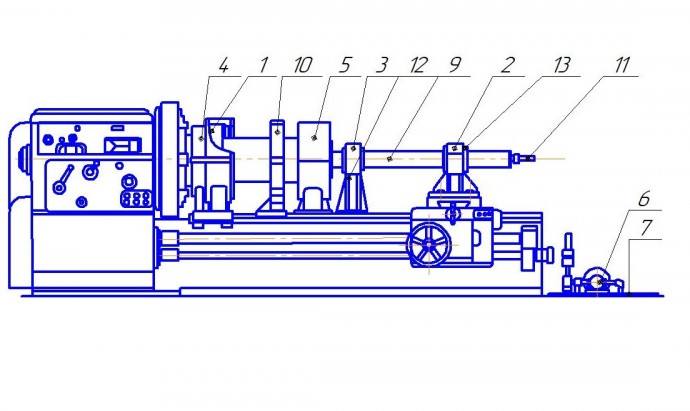
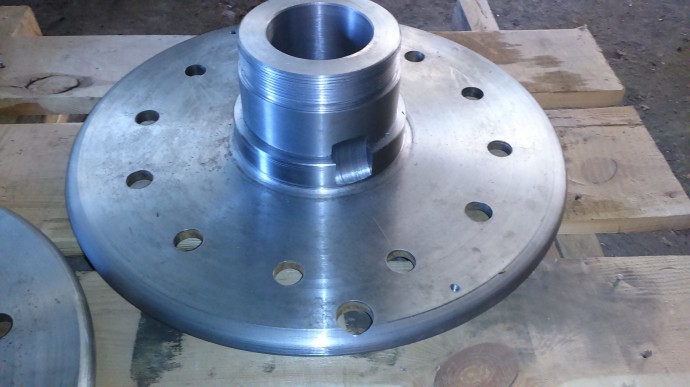
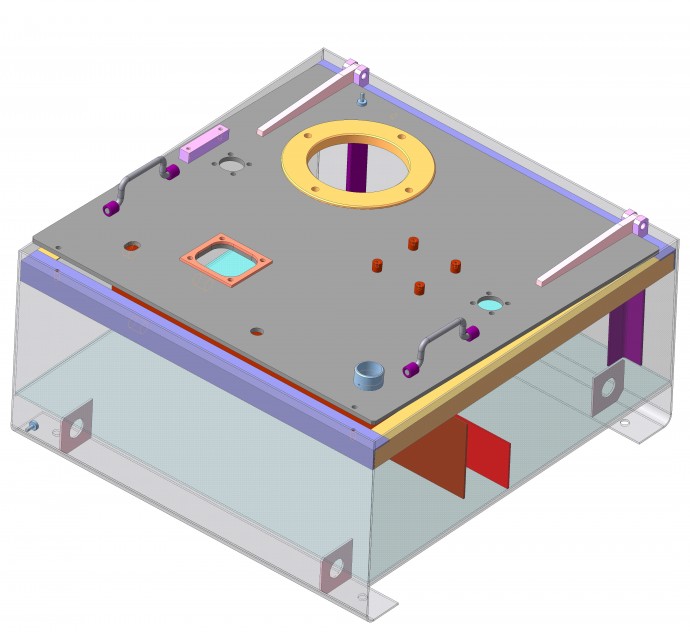
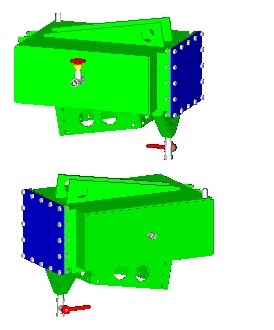
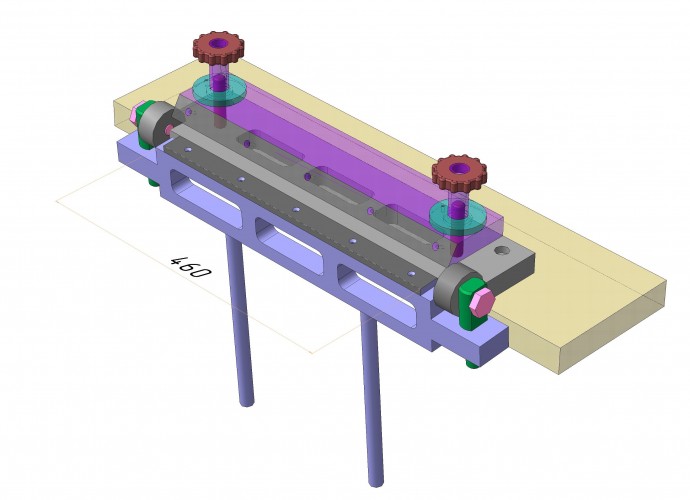
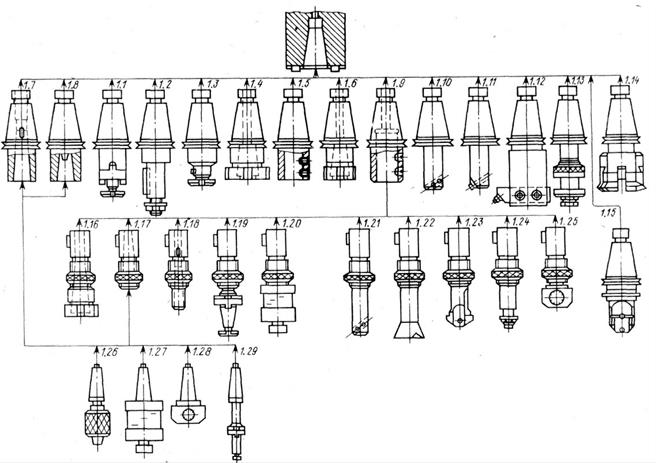
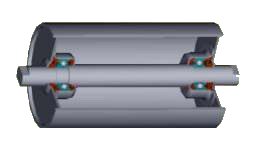
Система инструмента для чистовой обработки внутренних цилиндрических отверстий предназначена для установки на токарные, глубоко-сверлильные или глубоко-расточные станки и состоит из расточного и раскатного инструмента. Расточной инструмент состоит из направляющей головки ( рис.1), в которую может устанавливаться сменный инструмент - расточная головка, головка с черновой и плавающей разверткой :
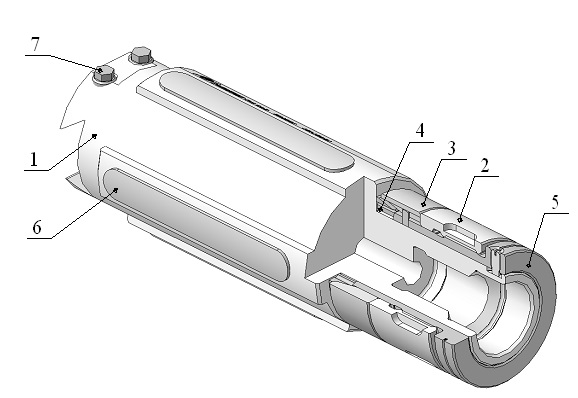
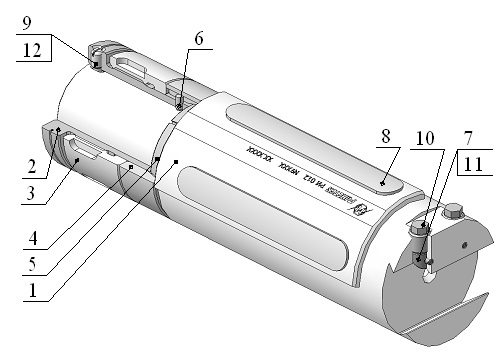
Рис.1
Головка направляющая состоит из корпуса 1 с присоединительной частью для фланца стебля. Для облегчения установки и снятия головки направляющей, на ее корпусе установлен специальный механизм, который состоит из гайки поз. 2, обоймы поз. 3, цанги поз.4, втулки поз.5. В пазах корпуса 1 для центрирования головки направляющей установлены сменные вставки 6 . Закрепление инструментальных головок производится двумя винтами 7.
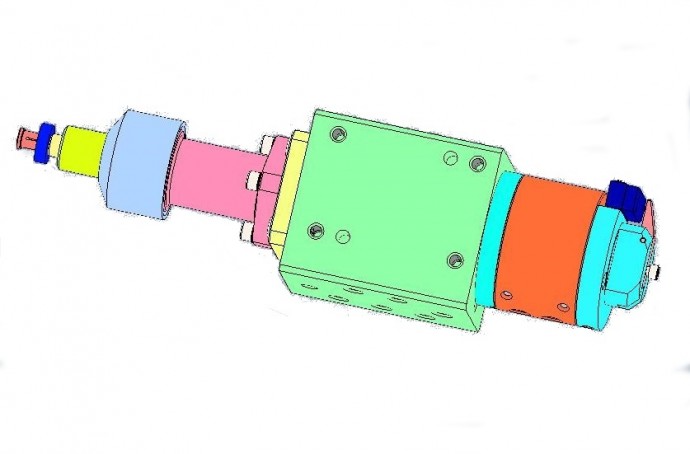
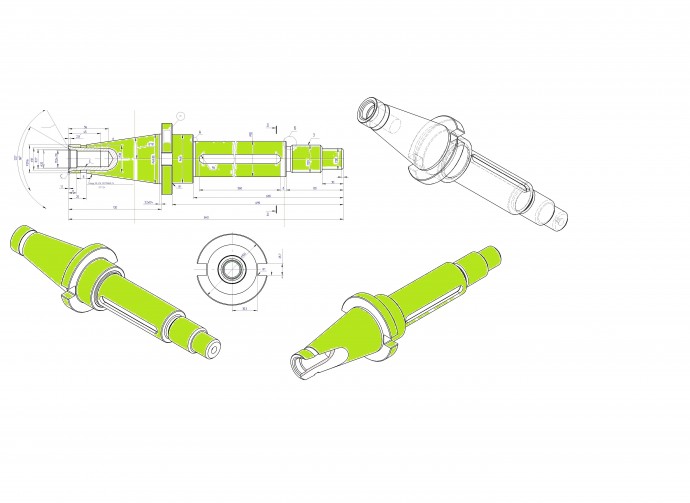
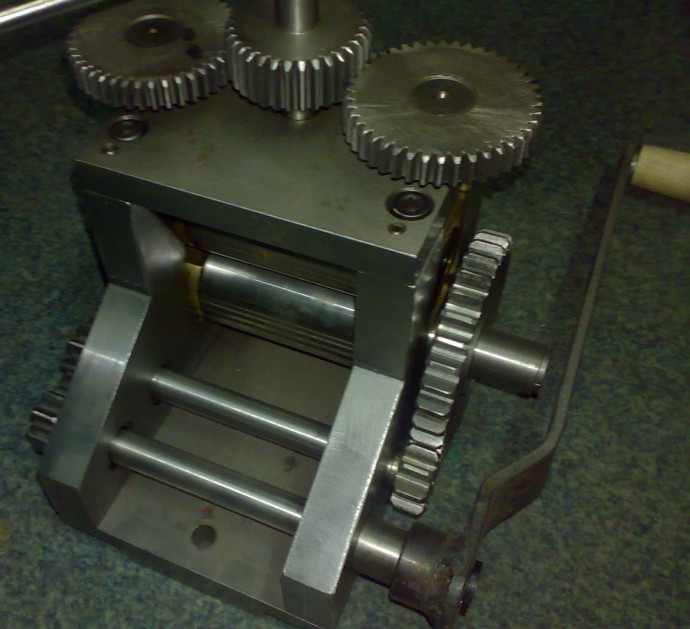
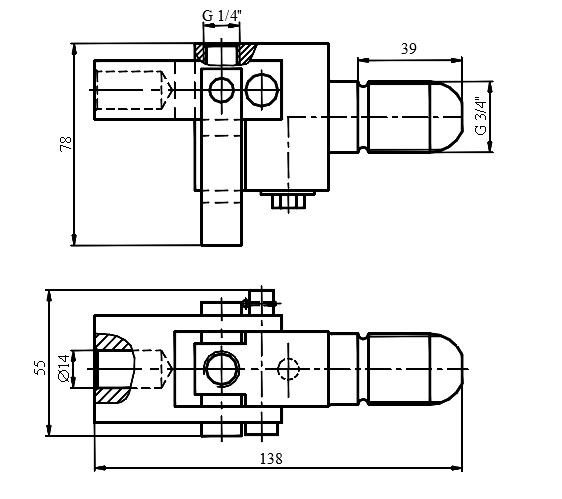
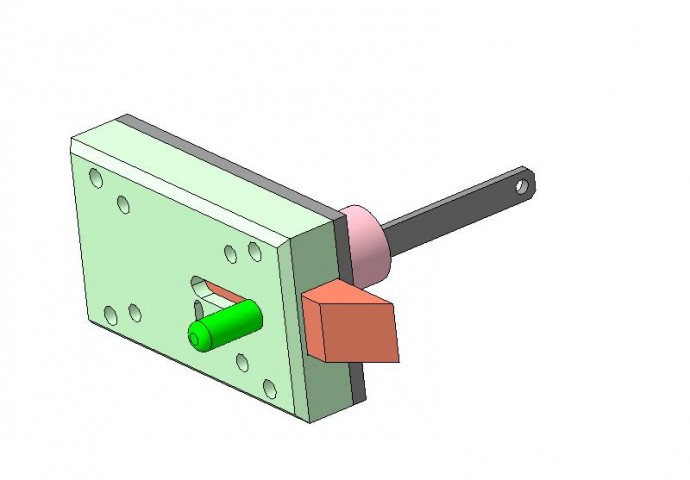
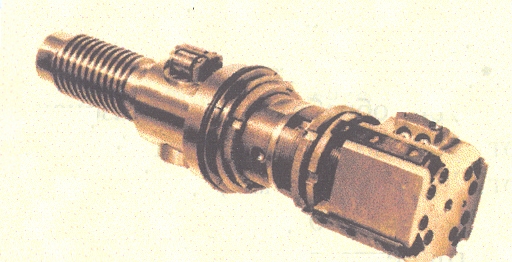
Конструкция расточной головки приведена
на рисунке 2. Головка резцовая состоит
из корпуса поз. 1, винтов поз. 2 и 3 для
закрепления резцов и винтов поз. 4 для
настройки резцов на заданный размер.
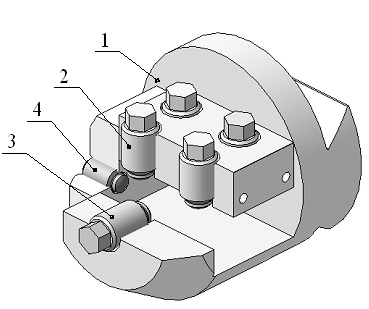
Рис.2
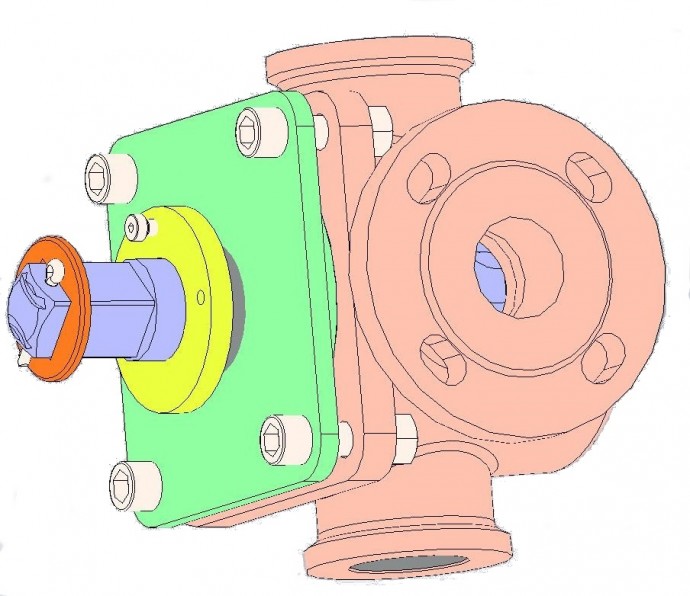
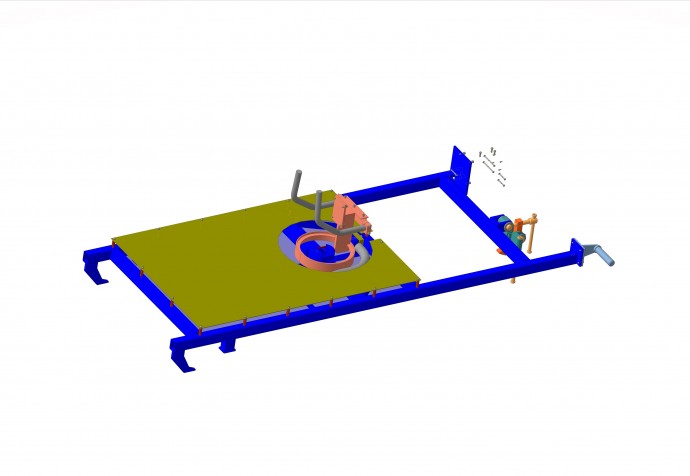
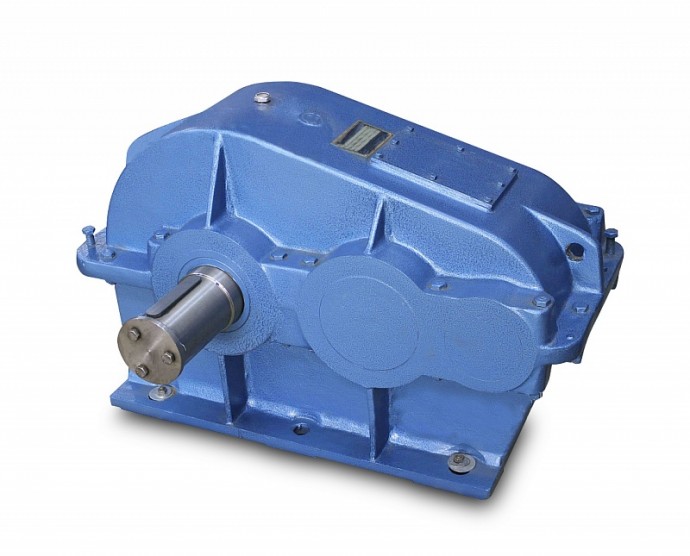
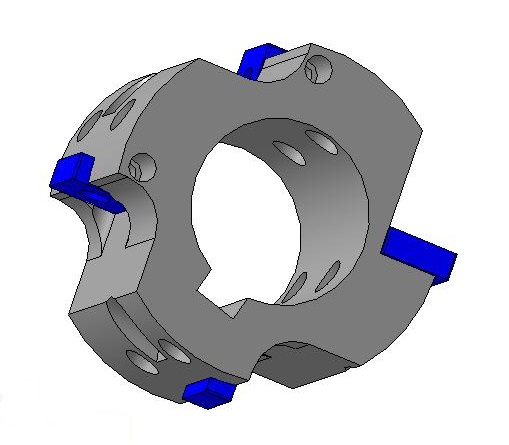
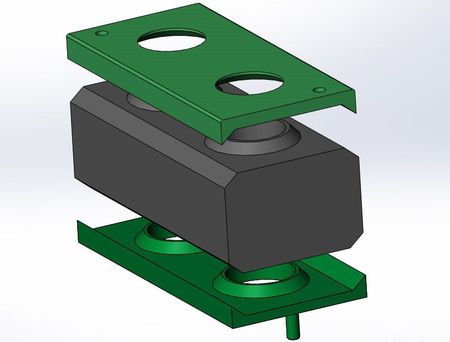
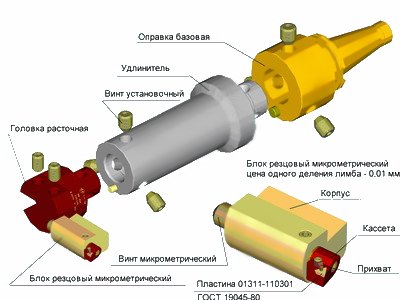
- Конструкция головки для плавающей развертки приведена на рисунке 3. Головка для плавающей развертки состоит из
- корпуса с пазом для размещения развертки и крышки.
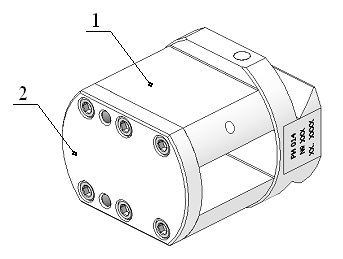
Рис.3
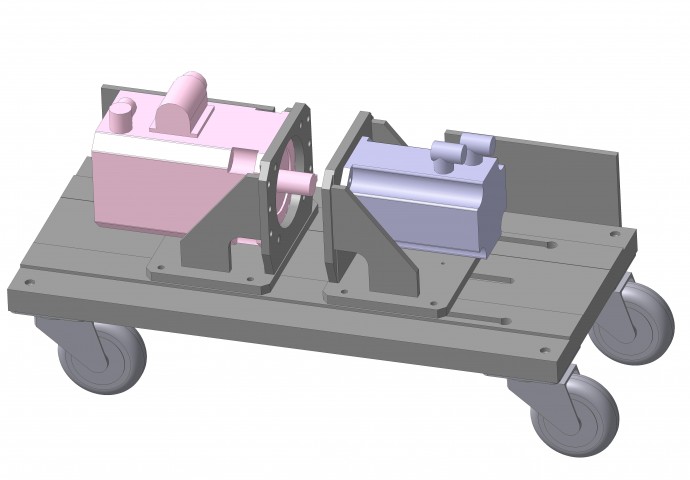
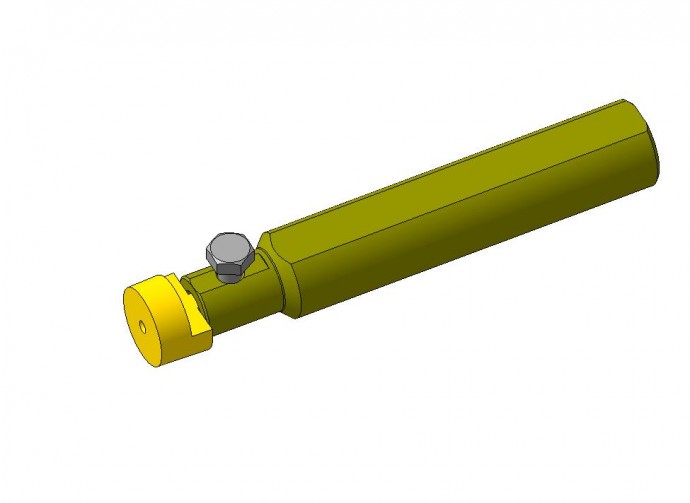
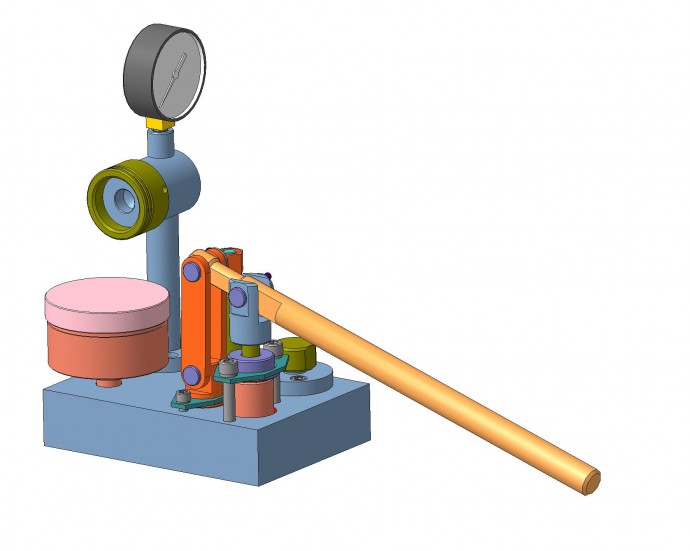
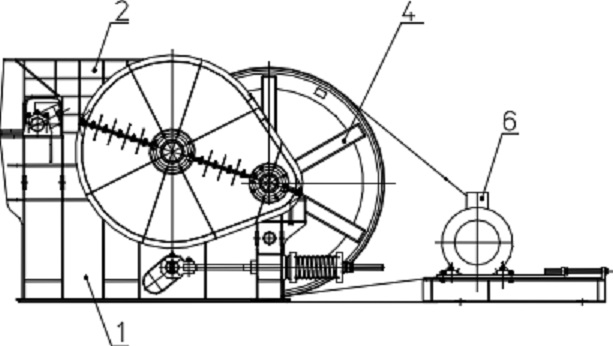
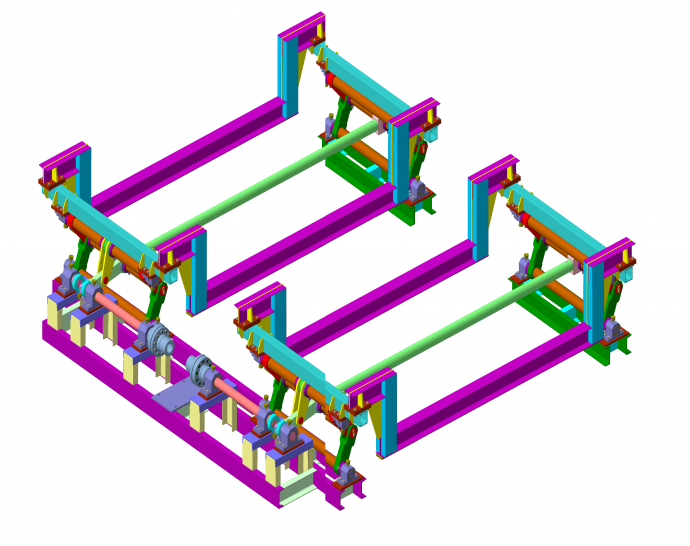
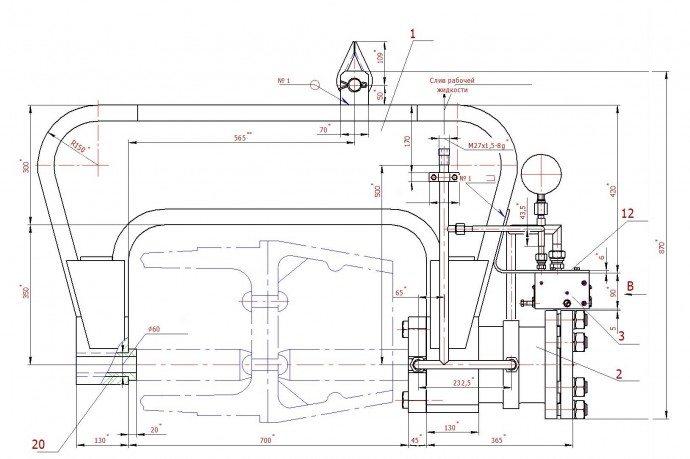
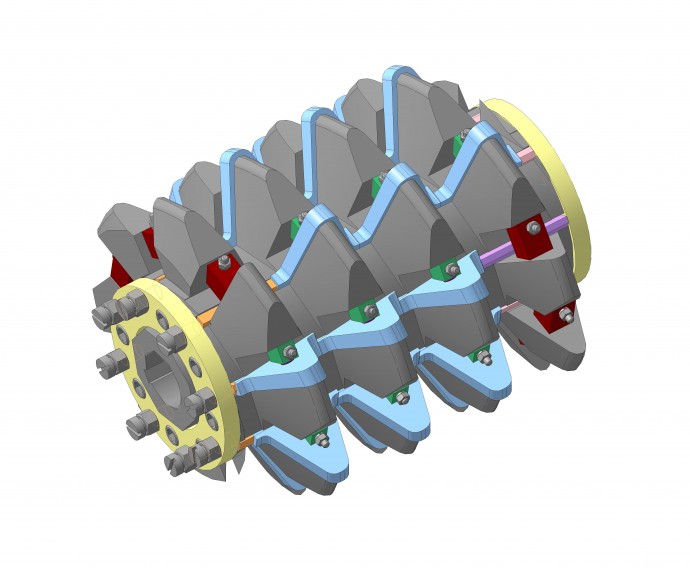
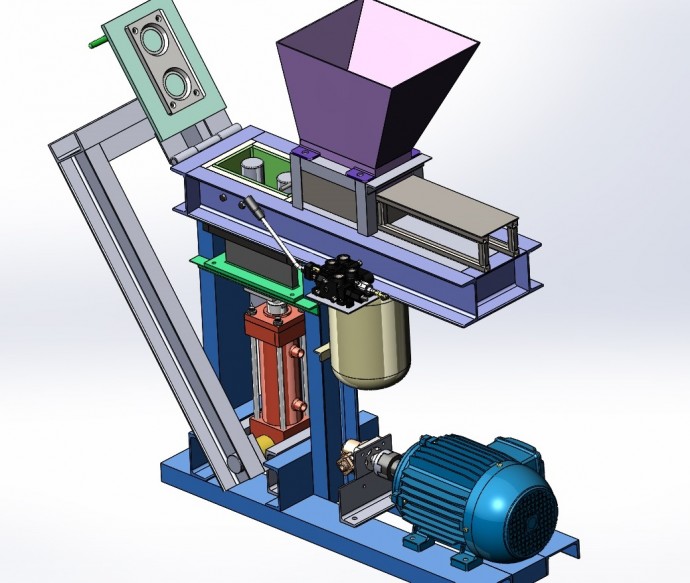
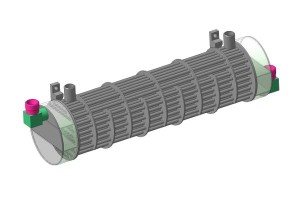
- Головка раскатная с регулируемым диаметром, предназначена для отделочно-упрочняющей обработки гильз цилиндров на универсальных токарно- винторезных станках. Может быть использована на глубоко-расточных станках.

Рис.4
- Диаметр обрабатываемого отверстия ( регулируемый), мм
-
– наименьший ………………………………… по табл.
– наибольший …………………………………по табл. - Характеристика рабочей жидкости:
- – кинематическая вязкость, м2/с …………… (9…17)×10-6
– тонкость фильтрации, мкм ………………… 25
– класс чистоты соответственно
по ГОСТ 17216-71, не ниже ………………… 12 - Масса, кг ………………………………………… по табл.
Обозначение и характеристики наиболее применяемых в промышленности раскаток
| Обозначение | Наименование | Диаметр обрабатываемого отв., мм | Масса кг |
| 3101-130-100 | Головка раскатная | 60…70 | 2,6 (3,5) |
| -01 | Головка раскатная | 70…90 | 3 (3,8) |
| -02 | Головка раскатная | 90…120 | 4,7 (4,9) |
| 3101-130-200 | Головка раскатная | 120…160 | 8,2 (8,6) |
| -01 | Головка раскатная | 160…250 | 10,5 (11,2) |
| -02 | Головка раскатная | 250…400 | 14,2 (14,6) |
| 3101-130-300 | Головка раскатная | 17,5 (23) | |
| 3101-130-400 | Штанга | 7,2 (7,66) | |
| 2099-4830 | Хомут | 35 | 9,5 (11) |
| 2099-4830 | Накатка | ||
 en
en ru
ru uk
uk






































")






