
Реализованные проекты
На данной станице показаны некоторые внедренные в реальное производство автоматизированные технологические процессы. Нашими сотрудниками разрабатывались комплектные автоматизированные линии, цеха и даже целые заводы.
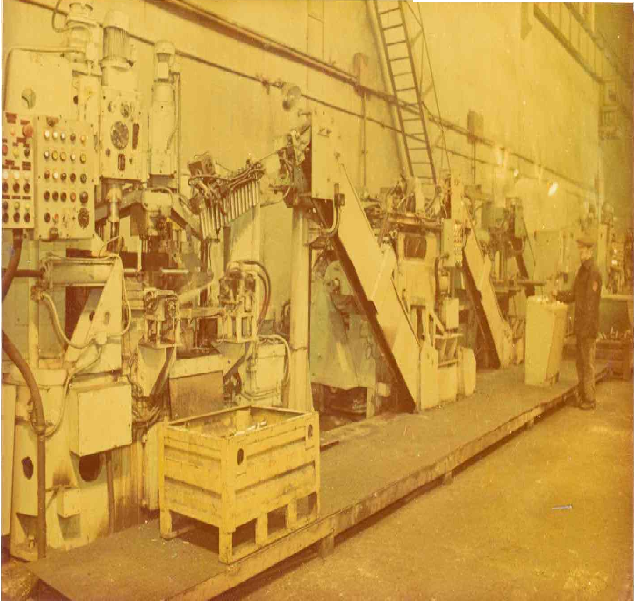
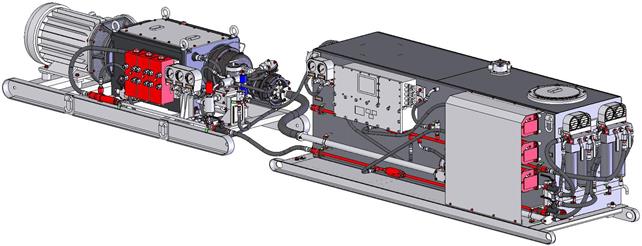
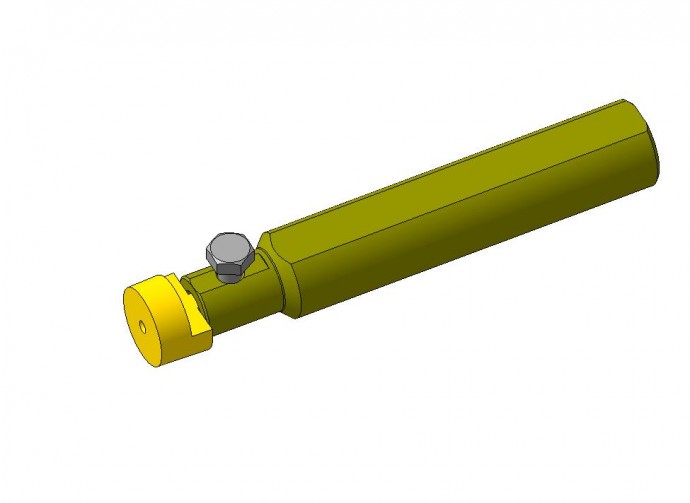
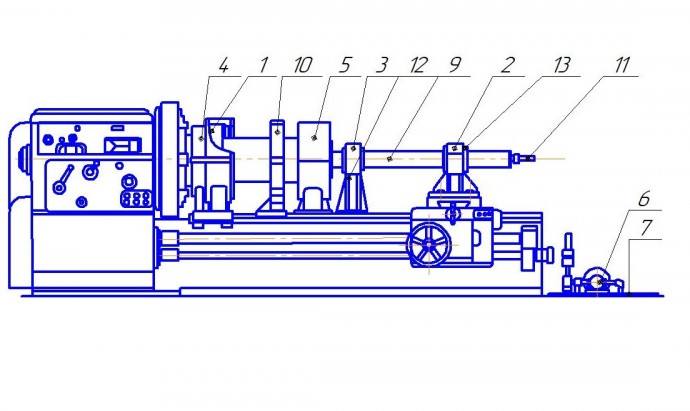
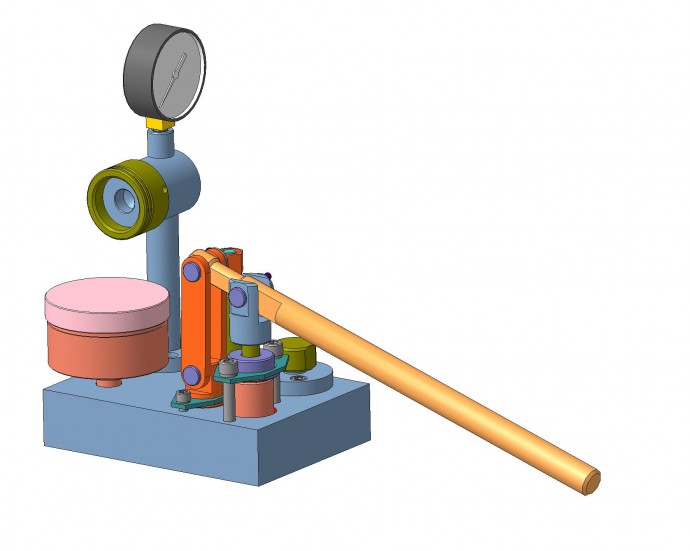
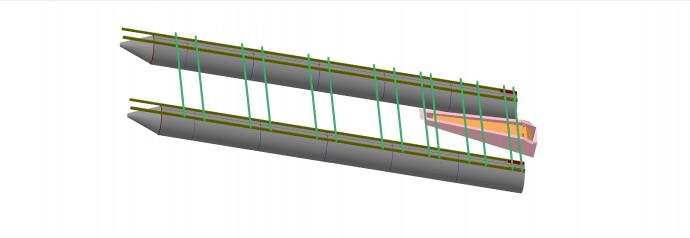
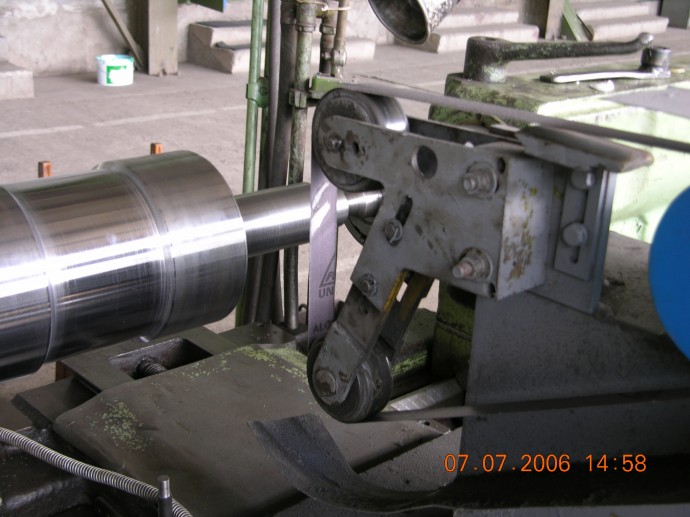
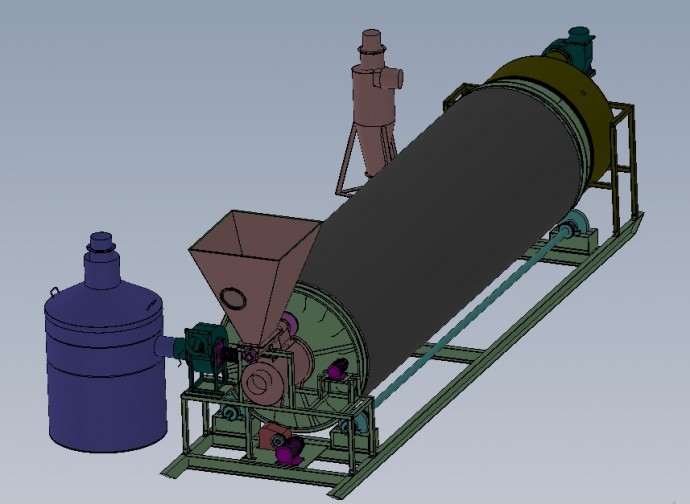
Рис. 1 Автоматическая линия механической обработки осей тормозной системы тележки грузовых железнодорожных вагонов с применением манипуляторов. Внедрена на ПО «Азовмаш».
Три автоматических линии механической обработки деталей с применением манипуляторов внедрены на ПО «Азовмаш» (рис 1). технологические возможности линии позволяют обрабатывать номенклатуру осей входящих в состав тормозной системы тележки грузовых железнодорожных вагонов и цистерн. Линия состоит из трех основных участков функционально связанных между собой: фрезерно-центровального, токарного, сверлильного. Каждый из участков имеет цепной питатель, склиз и специальные станки – автоматы. Линия может работать как в автоматическом, так и в наладочном режимах. для этого на каждом участке имеется свой пульт управления. экономический эффект от внедрения линий.
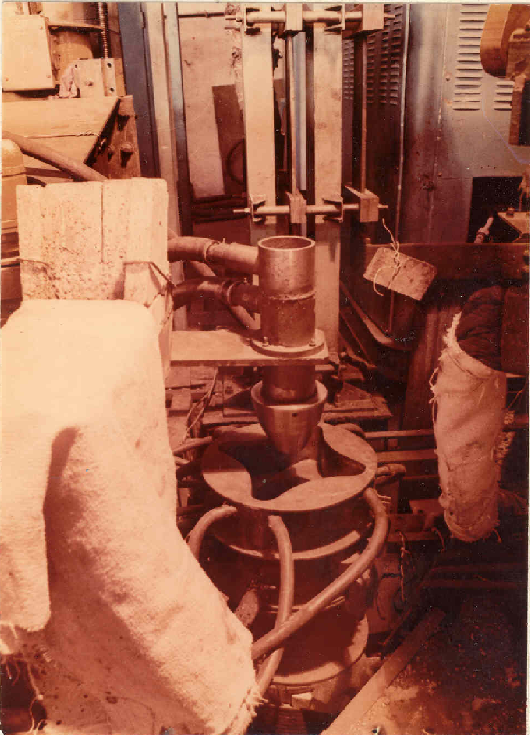
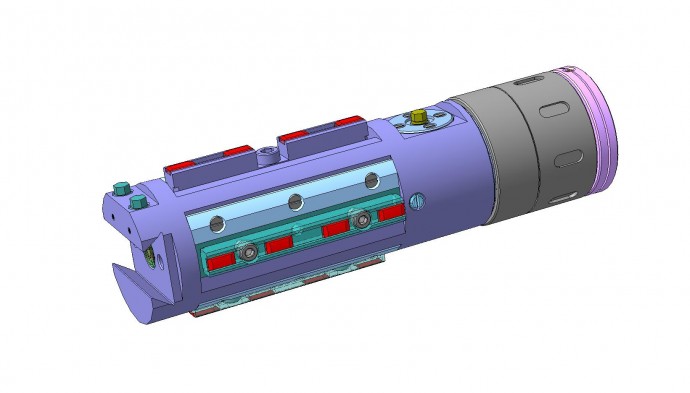
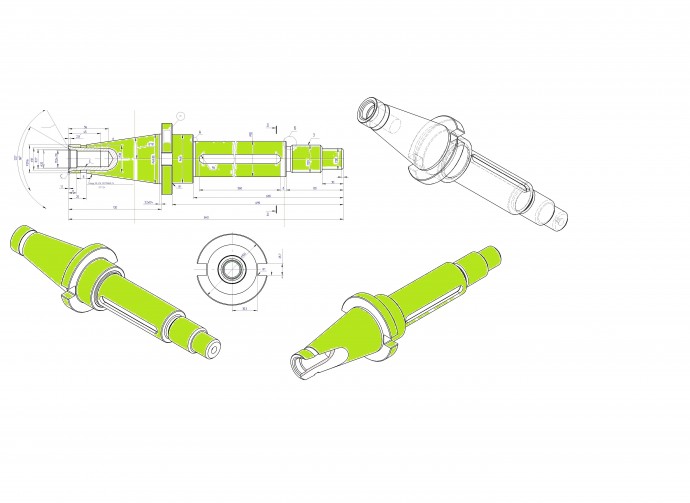
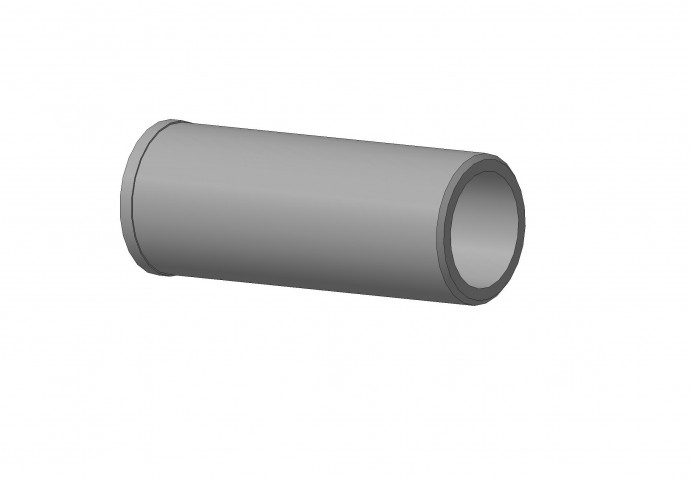
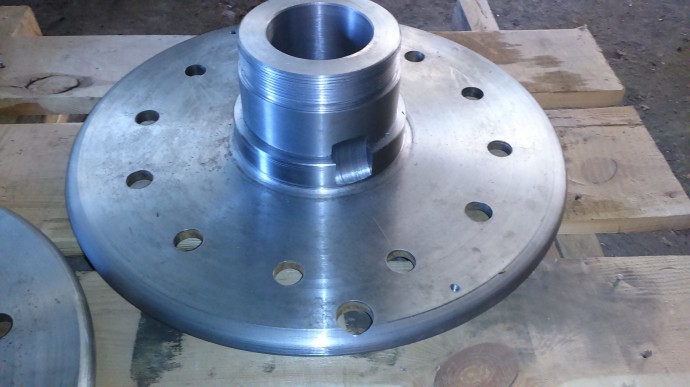
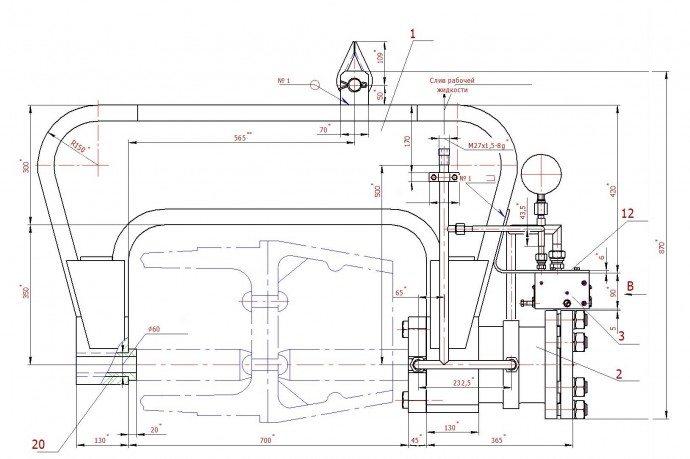
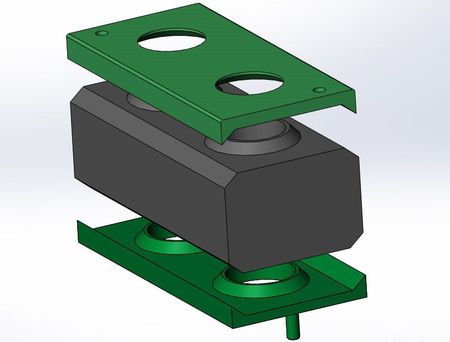
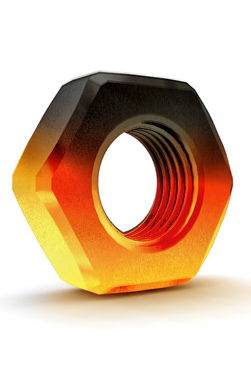
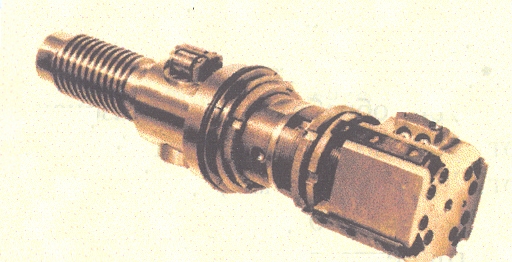
Рис. 2 Отливка шпинтона для тележек вагонов методом электро-шлакового кокильного литья.
Выполнена работа по отливке шпинтона (рис.2) для тележек вагонов с минимальными припусками под механическую обработку. Впервые была разработана технология получения отливки шпинтона методом электро-шлакового кокильного литья (ЭКЛ), предложен новый способ получения полостей в отливках, разработаны рекомендации по изготовлению оснастки и выбору шлаковой системы, повышен выход годного с 46% до 63%.
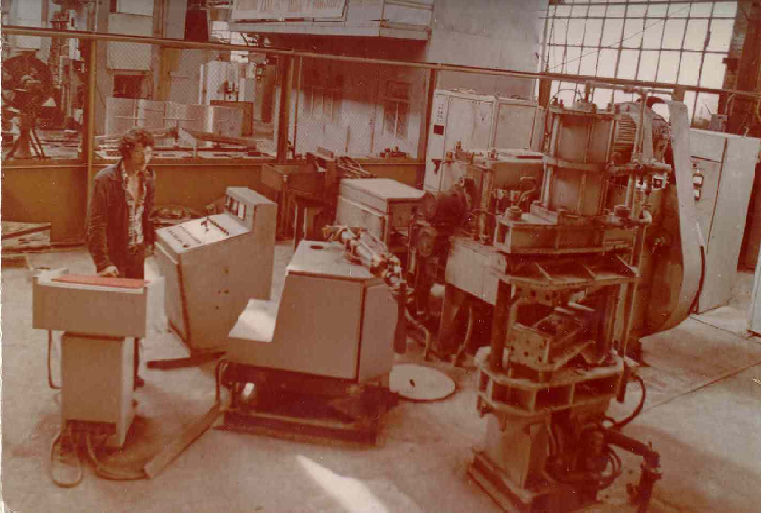
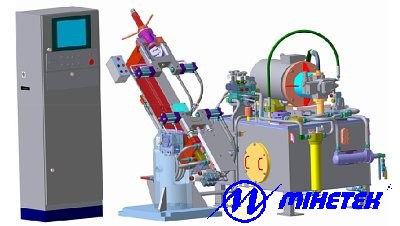
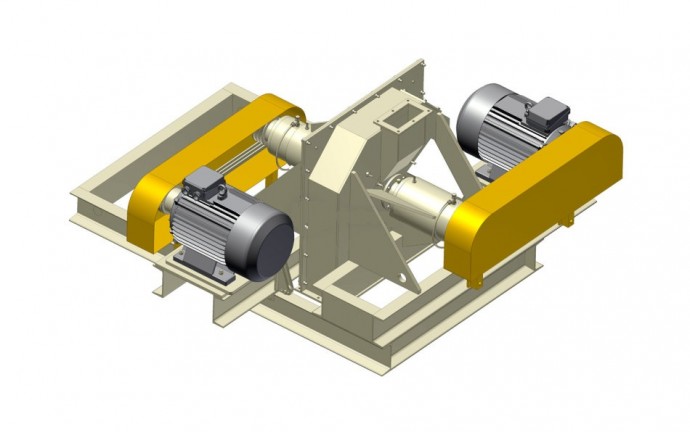
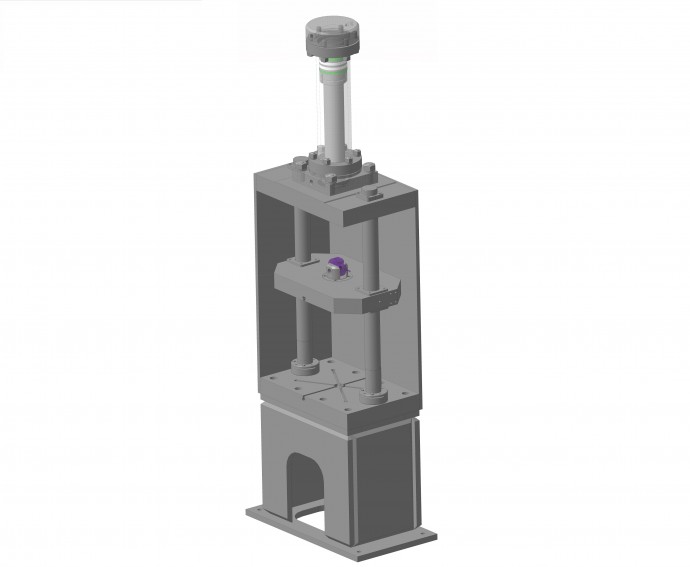
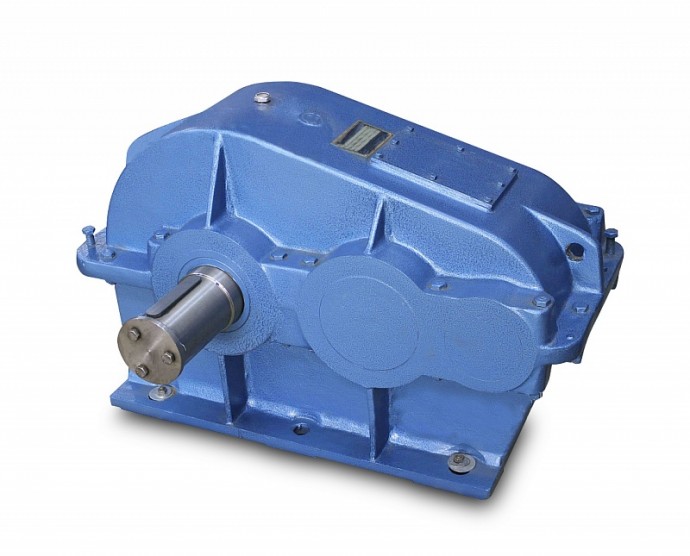
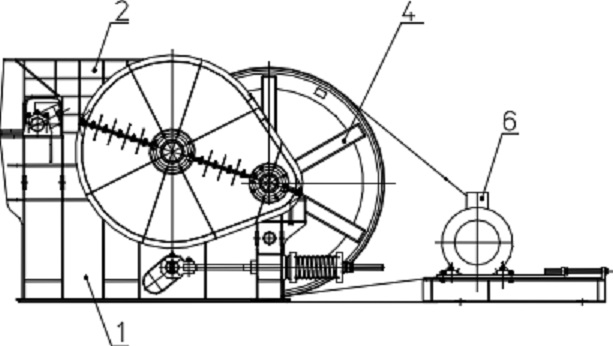
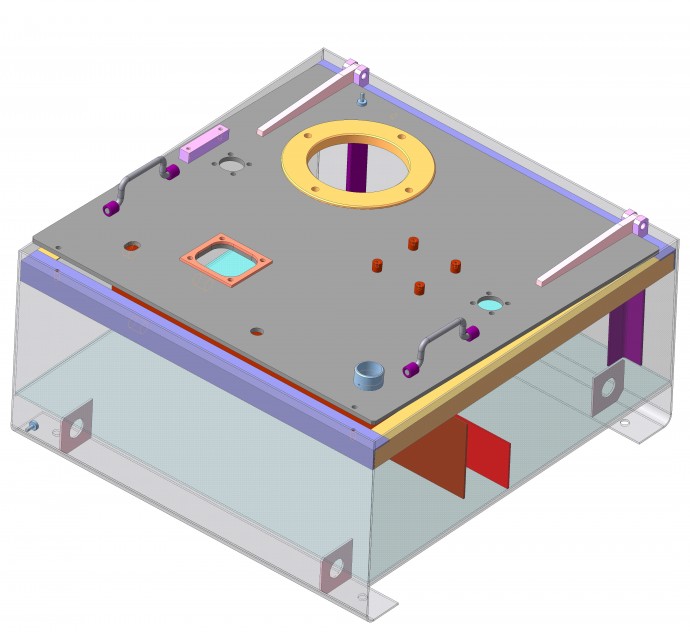
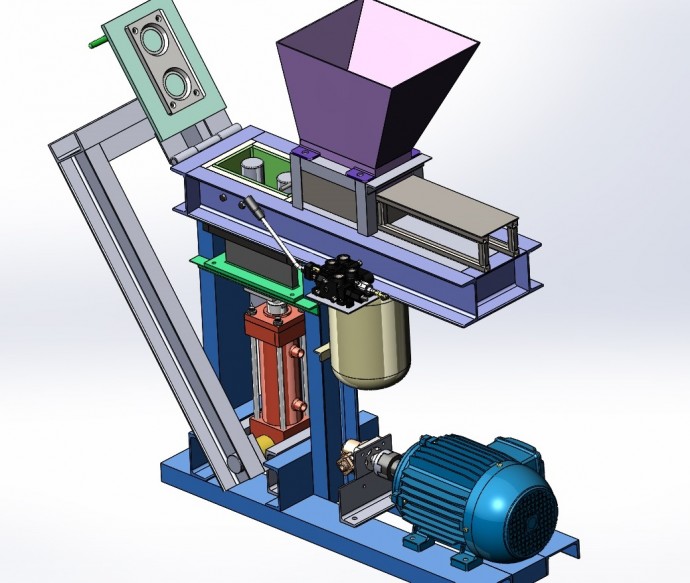
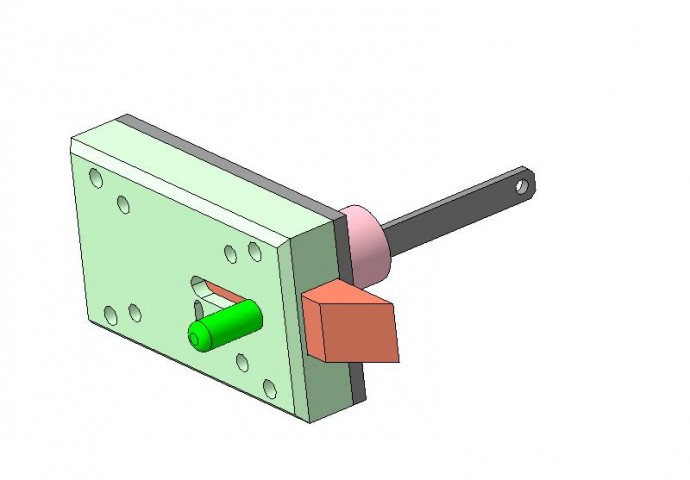
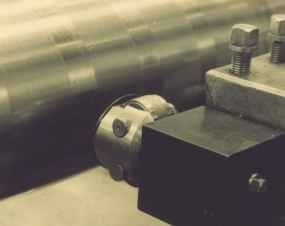
Рис.3. Автоматическая линия горячей штамповки деталей железнодорожных вагонов с применением робота «Циклон-3Б» (проект организован на ПО «Азовмаш»)
На ПО «Азовмаш» изготовлена и внедрена автоматическая линия (рис. 3) с применением промышленного робота типа «Циклон-3Б» с годовой производительностью от 120 до 800 тыс. деталей для железнодорожных вагонов. разработаны новые технологические процессы для изготовления указанных деталей, включающие электро нагрев, формирование заготовки под вальцовку, формирование детали в специальных штампах и термообработку.
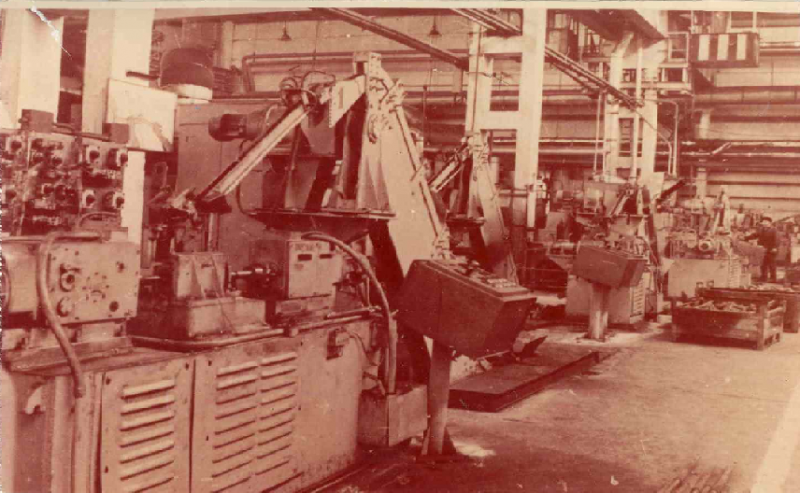
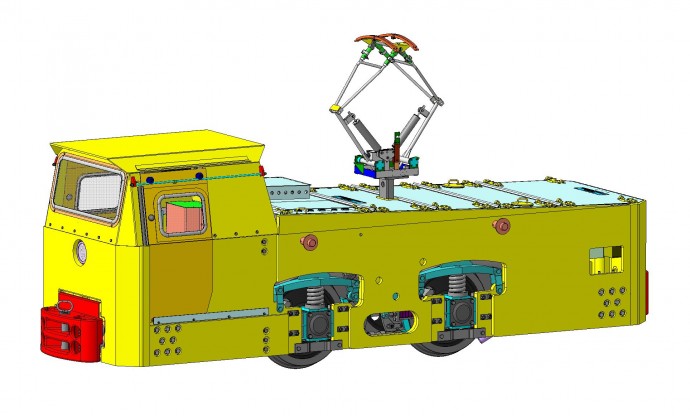
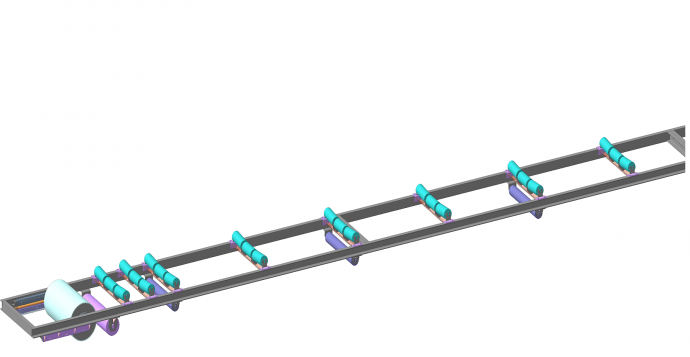
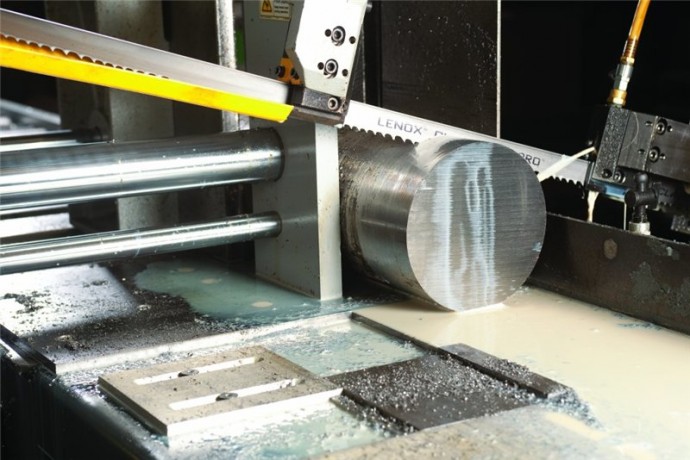
Рис.4. Автоматическая линия механической обработки осей тормозной системы грузовых железнодорожных вагонов. Внедрена на Алтайском вагоностроительном заводе.
На Алтайском вагоностроительном заводе внедрена автоматическая линия механической обработки осей тормозной системы грузовых железнодорожных вагонов (рис. 4.). автоматизация процесса обработки осей повысила культуру производства, в 4-5 раз увеличилась производительность труда станочников.
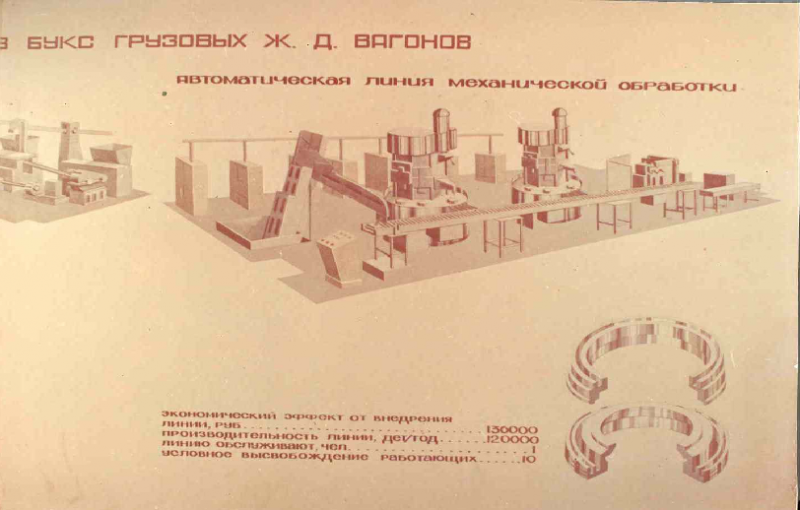
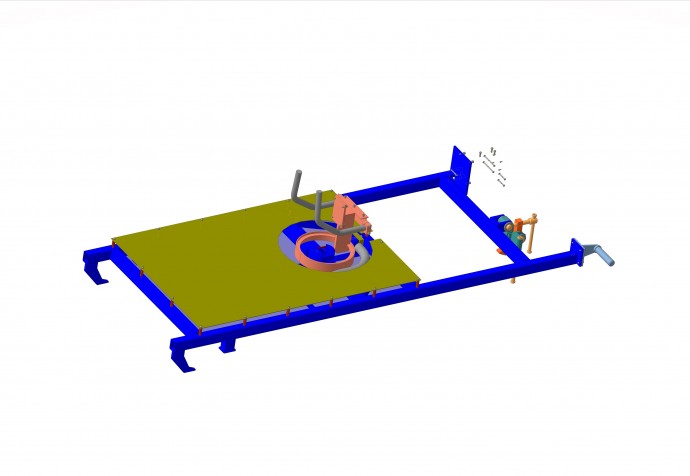
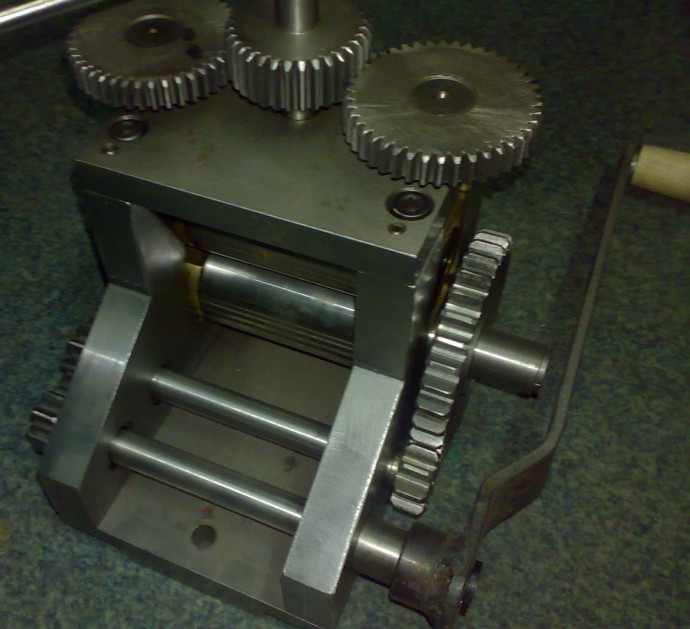
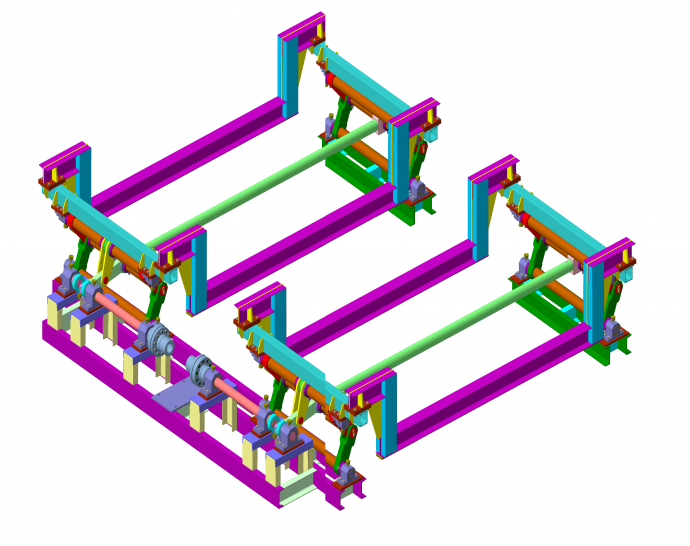
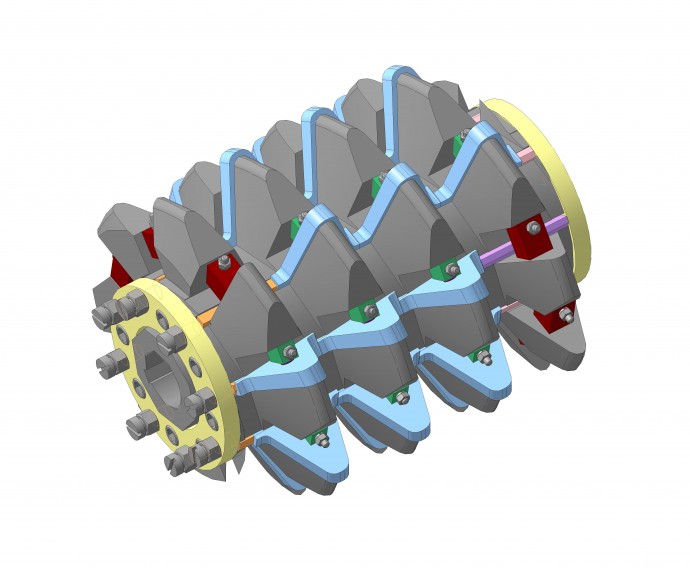
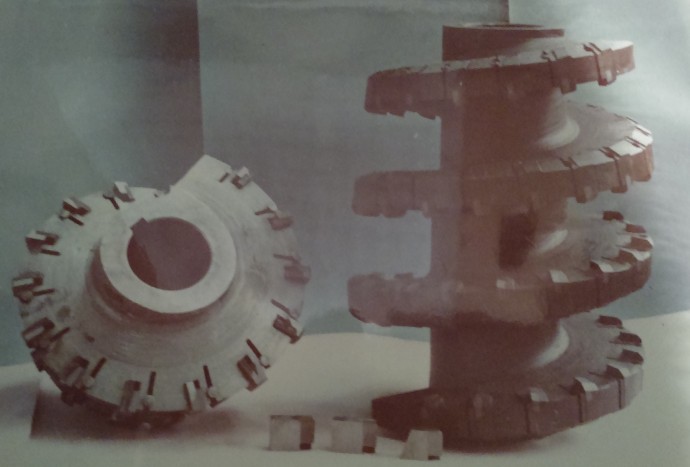
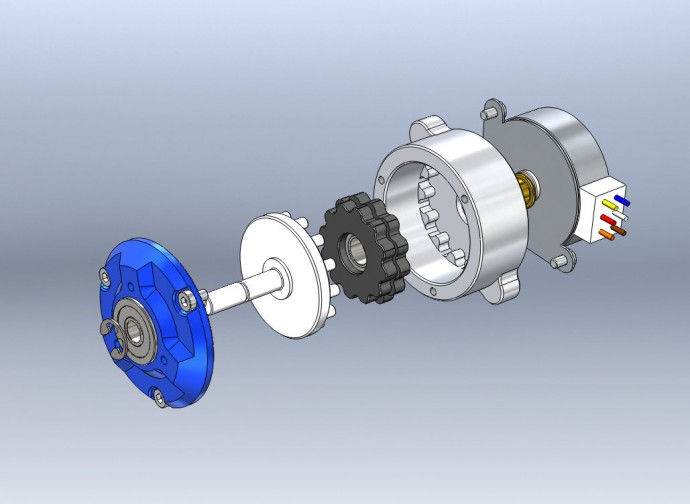
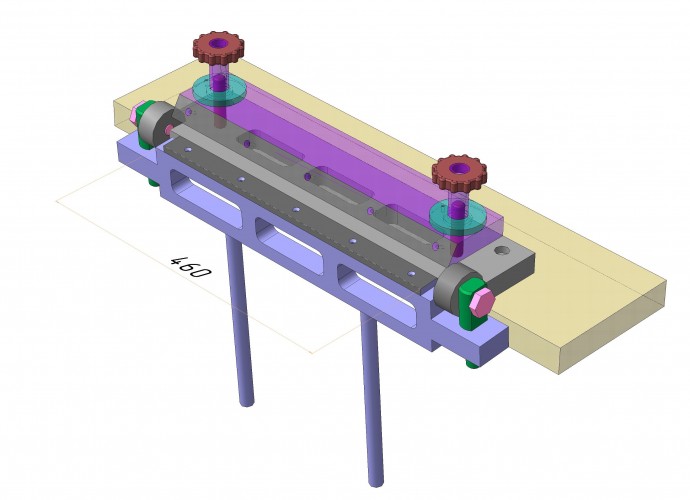
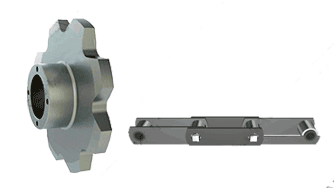
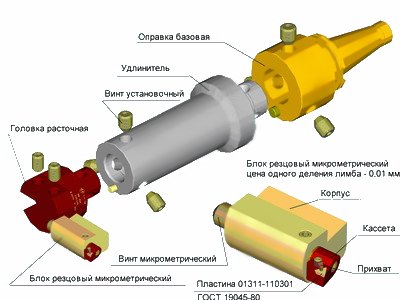
Рис. 5. Автоматическая линия изготовления заготовок лабиринтного кольца и отъемного лабиринта буксы грузовых ж. д. вагонов методом малоотходной технологии (раскатки).
Для вагоностроительного завода разработан технический проект автоматической линии и технология изготовления заготовок лабиринтного кольца и отъемного лабиринта вагонной буксы методом раскатки. Технологический процесс обеспечивает получение заготовок с минимальными припусками. Разработана переналаживаемая линия (рис.5), которая обеспечила получение 625 тыс. заготовок каждого лабиринта и удовлетворила годовую потребность всех заводов СНГ, выпускающих железнодорожные вагоны. Внедрение линии в производство позволило сэкомить около 8 тыс. т проката, условно высвободить 20 человек работающих.
 en
en ru
ru uk
uk






































")






