
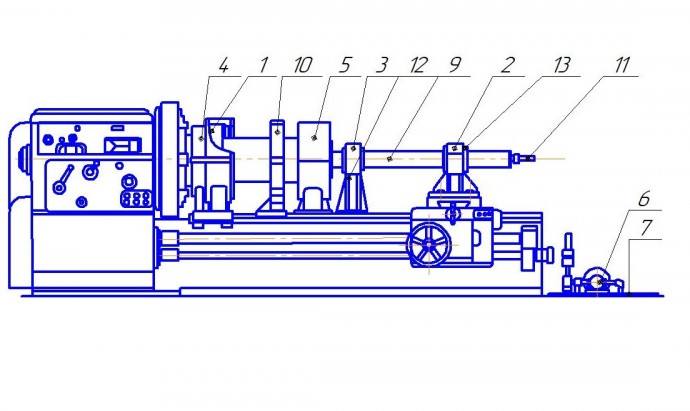
Наладка станка 5K324А для нарезания червячных колес

При нарезании червячных колес на зубофрезерных станках воспроизводится зацепление той червячной пары, которая будет работать в конкретном механизме. Поэтому рабочая часть фрезы по форме и размерам должна соответствовать рабочему червяку и при нарезании колеса должна быть расположена относительно базовых его поверхностей так, как будет расположен в механизме червяк. Все требуемые размеры приводятся в таблице на чертеже червячного колеса.
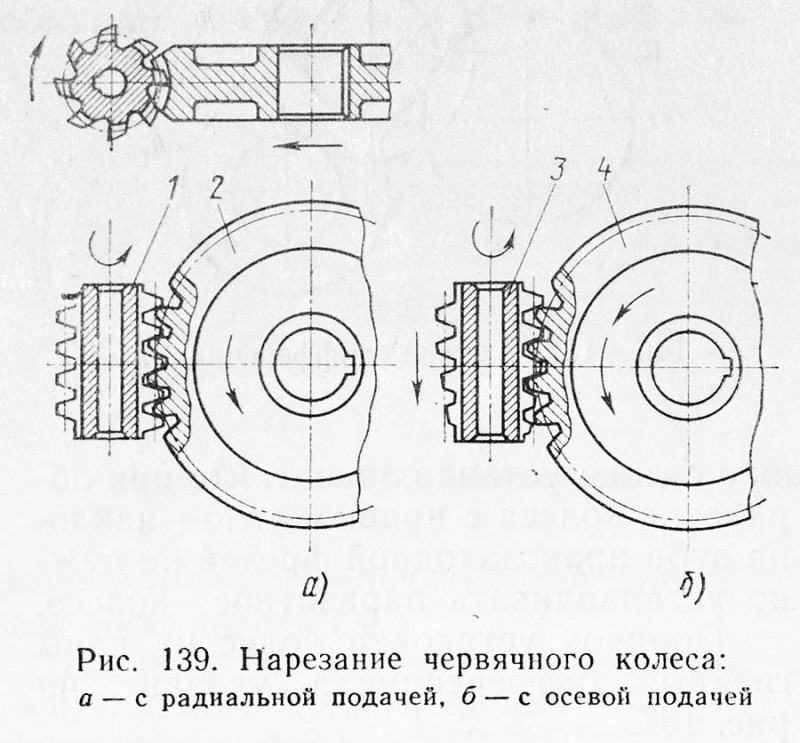
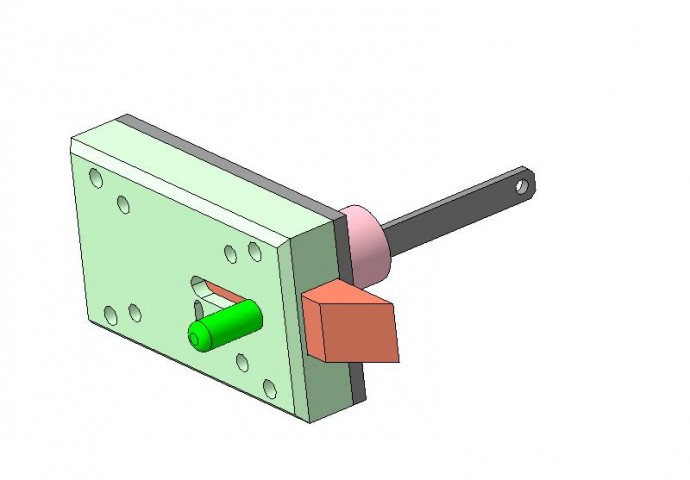
Фрезерование червячных колес производится двумя основными способами (рис. 139): с радиальной подачей и с осевой подачей.
При работе с радиальной подачей
применяются фрезы, по конструкции одинаковые с фрезами для обработки цилиндрических колес, только наружный их диаметр больше на величину удвоенного радиального зазора червячной передачи, принимаемом 0,25 т.
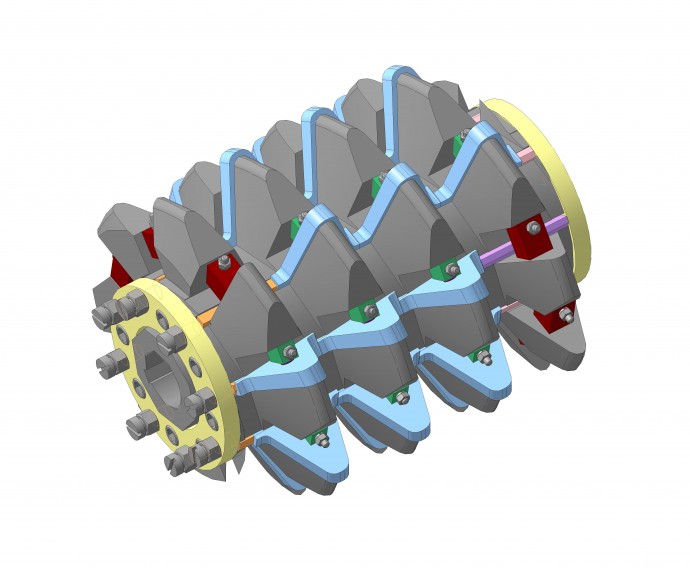
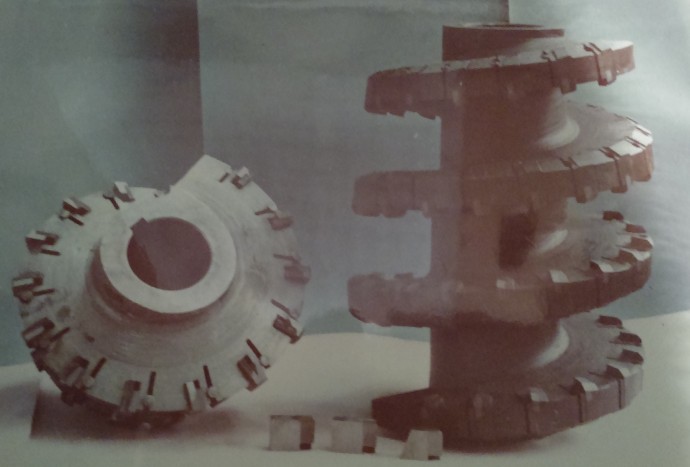
При работе с осевой подачей
используются фрезы специальной конструкции. Режущая часть этой фрезы состоит из заборной и профилирующей частей. Заборная часть имеет витки со срезанными по конусу вершинами зубьев, а профилирующая часть является цилиндрической. При такой конструкции все зубья фрезы работают с равномерно распределенной нагрузкой. Этим обеспечивается высокая размерная стойкость профилирующих зубьев фрезы, а также высокая точность и высокий класс шероховатости поверхности нарезанных зубьев.
При нарезании червячных колес обеими способами
ось фрезы располагается горизонтально в средней плоскости колеса.
По способу радиальной подачи
нарезают червячные колеса средней степени точности, а также осуществляют черновую обработку точных червячных колес. Сущность этого способа заключается в том, что заготовка червячного колеса 2 во время обкатного движения с червячной фрезой 1 получает еще и движение сближения с фрезой, так называемую радиальную подачу, измеряемую в мм, на один оборот изделия. После прекращения радиального врезания колесо делает еще один-два оборота для зачистки зубьев.
Преимущества
этого способа нарезания червячных колес в его высокой производительности, возможности нарезания колес на универсальных зубофрезерных станках, не оборудованных протяжным суппортом, а также в относительно несложной конструкции червячной фрезы.
К недостаткам
следует отнести то, что черновое и чистовое нарезание производится одними и теми же зубьями фрезы, что делает необходимостью более частую ее переточку, приводит к изменению профиля зубьев и снижению точности колес по профилю.
Для осуществления способа нарезания червячных колес
с осевой подачей
зубофрезерный станок должен быть оснащен так называемым протяжным суппортом. Фреза 3 точно устанавливается на межосевое расстояние и получает вращательное движение резания и осевое перемещение, согласованное с дополнительным поворотом заготовки 4. Уравнение кинематического баланса цепи протяжки составляется с учетом того, что передвижению фрезы на величину шага зацепления (р = Пm) стол с нарезаемым колесом дополнительно поворачивается на один зуб, т. е. на 1/z часть оборота. Зубофрезерный станок 5М324А не имеет протяжного суппорта, поэтому червячные колеса на нем можно обрабатывать только методом радиального врезания.
Наладка станка для нарезания червячных колес заключается в следующем
Гитару деления настраивают по числу нарезаемых зубьев и числу заходов червяка. Особенности настройки гитары деления такие же, как и при нарезании цилиндрических колес, т. е. если червячное колесо нарезают левозаход-ной фрезой, то направление вращения стола меняется на левое. Сменное зубчатое колесо е устанавливают на место, показанное на рис. 125 пунктиром. Гитару дифференциала не настраивают, а корпус дифференциала закрепляют винтом, находящимся около рычага гитары. Вращением квадрата суппорт устанавливают в горизонтальное положение, совмещая нули шкал линейки и нониуса. Вращением квадрата 5 (см. рис. 118 на странице УСТРОЙСТВО И НАЛАДКА ЗУБОФРЕЗЕРНЫХ СТАНКОВ) суппорт устанавливают на высоте до совмещения оси фрезы со средней линией червячного колеса. После этого каретка суппорта дополнительно закрепляется на направляющих суппортной стойки. Во фрезерный шпиндель закрепляют оправку со специальной червячной фрезой, идентичной червяку, который будет работать в паре с нарезаемым червячным колесом. На пульте управления переключатель циклов 7 (см. рис. 131 на странице НАЛАДКА СТАНКА НА НАРЕЗАНИЕ ПРЯМОЗУБЫХ ЦИЛИНДРИЧЕСКИХ КОЛЕС) устанавливают вертикально в положение «Радиальная подача», обозначенное символом червячного колеса, при этом загорается сигнальная лампа 9. Переключатель 6 устанавливают в положение «Попутное фрезерование», сменные колеса гитары радиальных подач устанавливают на те же валы, что и колеса гитары продольных подач при нарезании цилиндрических колес. Величину радиальной подачи и число зубьев сменных колес выбирают по таблице, приведенной в руководстве по эксплуатации станка. Например, для радиальной подачи 0,5 мм/об в гитару подач нужно установить зубчатые колеса с числами зубьев 43 и 53. После осуществления всех наладочных установок стол подводится до соприкосновения заготовки и фрезы, и устанавливается упор глубины фрезерования. Затем нажатием на кнопку 4 (см. рис. 131) включается автоматический цикл обработки червячного колеса.
 en
en ru
ru uk
uk






































")






