
Модульная система режущего инструмента и оснастки для станков

Модульная система режущего инструмента и вспомогательной оснастки предназначена для сокращения номенклатуры оснастки и вспомогательного времени, а также улучшения оснащенности оборудования при выполнении операций фрезерования плоскостей, сверления и растачивания отверстий на горизонтально-расточных станках.
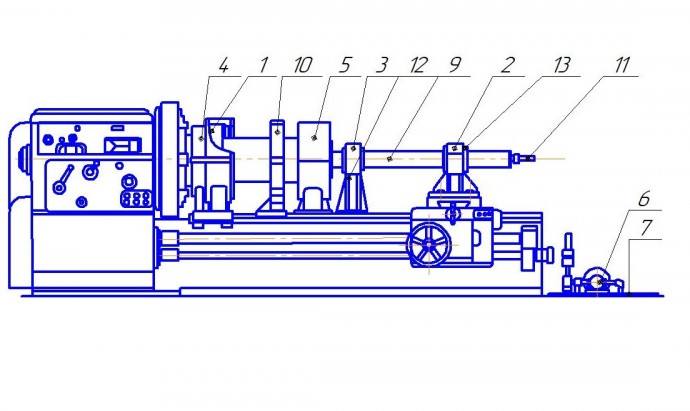
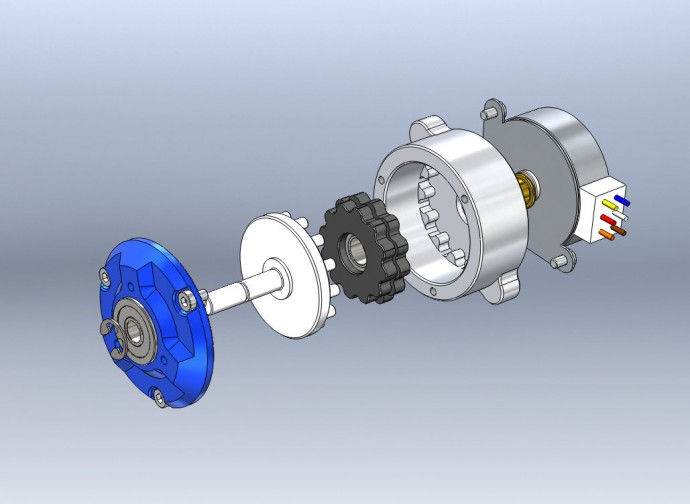
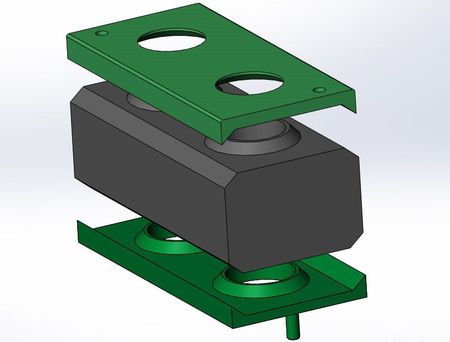
Структурно модульная система согласно рисунку 1 состоит из базовых оправок 1 – 4, адаптеров 5 – 20, оправки 21 для установки зенковок, зенкеров и разверток, патронов 22 -25 для крепления сверл и концевых фрез с цилиндрическими хвостовиками, расточных головок 26 – 30 и режущего инструмента 31 – 59.
Базовые оправки устанавливаются в шпиндели горизонтально-расточных станков. Конструктивно базовые оправки имеют с одной стороны присоединительный конус, соответствующий коническому отверстию в шпинделе, с другой стороны – фланец со стыковочным узлом для установки закрепления либо адаптеров, либо торцовых фрез и расточных головок. Конструкция узла соединения модулей обеспечивает быструю смену инструмента, надежна в эксплуатации и не уступает по жесткости цельному инструменту. Для одного горизонтально-расточного станка предусмотрено несколько оправок с одинаковым присоединительным конусом, но имеющих различные размеры фланца со стыковочным узлом, что позволяет выполнять обработку плоскостей и отверстий в широком диапазоне. В зависимости от конструкции обрабатываемого изделия и предстоящей операции обработки в базовую оправку осуществляется установка и закрепление конкретных составных элементов системы, позволяющих выполнить эту операцию.
Адаптеры и патроны являются связующими звеньями между базовыми оправками и режущим инструментом и предназначены для размещения и закрепления в них торцовых фрез
44 – 50, расточных головок 26 – 30 и концевого инструмента 37 – 43. На операциях растачивания отверстий адаптеры применяются в тех случаях, когда глубина отверстий не превышает суммарной длины адаптера и расточной головки, а также в тех случаях, когда диаметры обрабатываемых отверстий либо меньше наружного диаметра шпинделя, либо превышают его на величину не более 40 мм. Обработку таких отверстий необходимо производить расточными головками с нижним диапазоном меньше наружного диаметра шпинделя.
Для обработки отверстий под крепежные резьбы в системе предусмотрены втулки переходные 7 и 8, адаптеры 9 – 14. В адаптеры 9 и 10 закрепляются сверла 38, зенкеры 30 и развертки 40 с коническими хвостовиками.
Для крепления сверл 37 и фрез концевых 41 с цилиндрическими хвостовиками предусмотрены патроны соответственно 22, 23 и 24, 25, которые крепятся в адаптерах 11, 13 и 12, 14. Фрезы 42 для обработки Т-образых пазов, фрезы концевые 43 и фрезы торцовые 44 с коническими хвостовиками устанавливаются непосредственно в адаптеры 11 – 14.
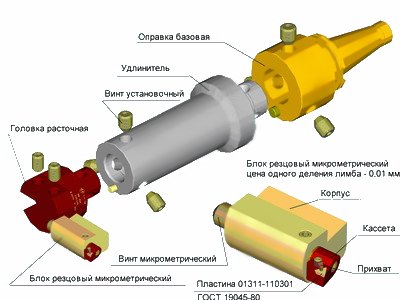
Для черновой и чистовой обработки отверстий под установку, например, валов, подшипников и др. в системе предусмотрены расточные головки 26 – 30, в которые устанавливаются либо стандартные расточные резцы 31 и 32, либо вставки 33 – 35 с микрометрической настройкой на размер . Режущие элементы 36 вставок с микрометрической настройкой выполнены сменными и имеют различное функциональное назначение, что позволяет выполнять операции растачивания на проход, в упор, снятия фасок как в прямых стенках, так и в обратных.
Для чистовой обработки отверстий 7 квалитета с шероховатостью Rа 1,6 – 0,8 мкм предусмотрены плавающие развертки 60 – 62, которые в зависимости от их диаметра устанавливаются в корпуса 63 – 66.
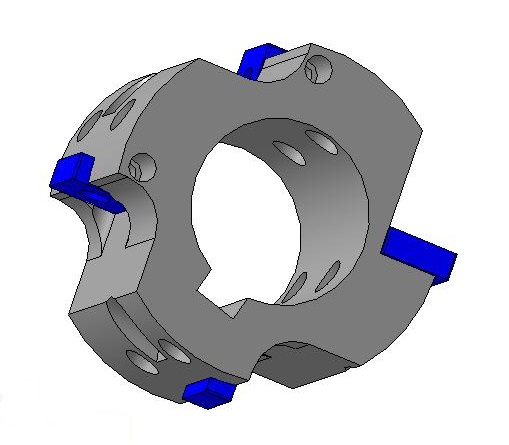
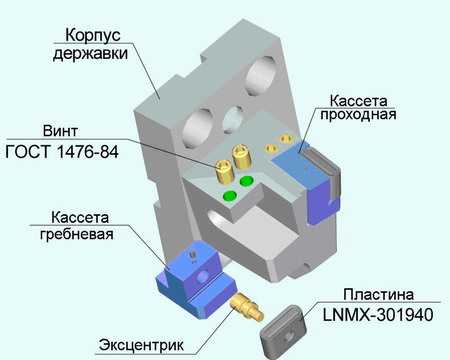
Для обработки плоскостей торцовые фрезы 45 – 53 в зависимости от их диаметра устанавливаются либо непосредственно в базовую оправку, либо через адаптер. Торцовые фрезы могут быть оснащены сменными ножами 57 цилиндрической формы различного функционального назначения для фрезерования открытых поверхностей (φ = 45º и φ = 60º) и поверхностей с уступами (φ = 90º). Сменные многогранные твердосплавные пластины закрепляются на ножах 57 при помощи эксцентриков. Для устранения биения режущие кромки пластин выставляются либо по следу обработки одной пластины, либо по кондуктору.
Дисковые 58 и трехсторонние 59 фрезы устанавливаются на адаптеры 15 – 18.
Модульная система режущего инструмента и вспомогательной оснастки для продольно-фрезерных станков
Для продольно-фрезерных станков используется большая часть модульной системы режущего инструмента и вспомогательной оснастки, предназначенной для горизонтально-расточных станков – оправки 2 и 4, адаптеры 5 – 20, патроны 22 – 25, торцовые фрезы 44 со сменными многогранными твердосплавными пластинами, которые закрепляются непосредственно на корпусе фрезы, торцовые 45 – 53 со сменными
Модульная система режущего инструмента и вспомогательной оснастки для вертикально-фрезерных станков
Модульная система режущего инструмента и вспомогательной оснастки для вертикально-фрезерных станков построена на использовании бесштревельного крепления.
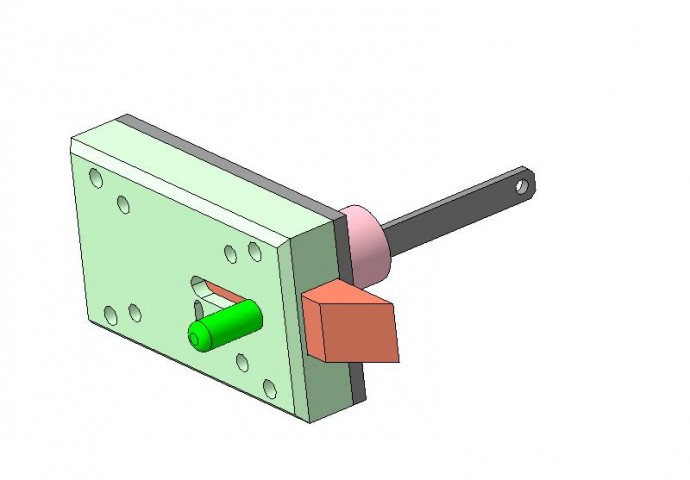
В состав системы входит вспомогательная оснастка: оправки 1 с внутренним цилиндрическим отверстием, оправки 2 с внутренними конусами Морзе, оправки 3 с цилиндрическими хвостовиками и торцовой шпонкой, оправки 4 и 5 с цилиндрическими хвостовиками и осевой призматической шпонкой, патроны цанговые 6, патроны сверлильные 7, оправки расточные 8, адаптеры 9 и переходные втулки 10.
Перечисленный набор вспомогательной оснастки позволяет закреплять в шпинделе станка концевые фрезы с коническим хвостовиком 11, концевые фрезы с цилиндрическим хвостовиком 12, фрезы для обработки Т-образных пазов 13, фрезы торцовые 14 и 15 с коническими хвостовиками, фрезы торцовые насадные 16, фрезы дисковые 17 и цилиндрические 18, а также сверла 19 и 20.
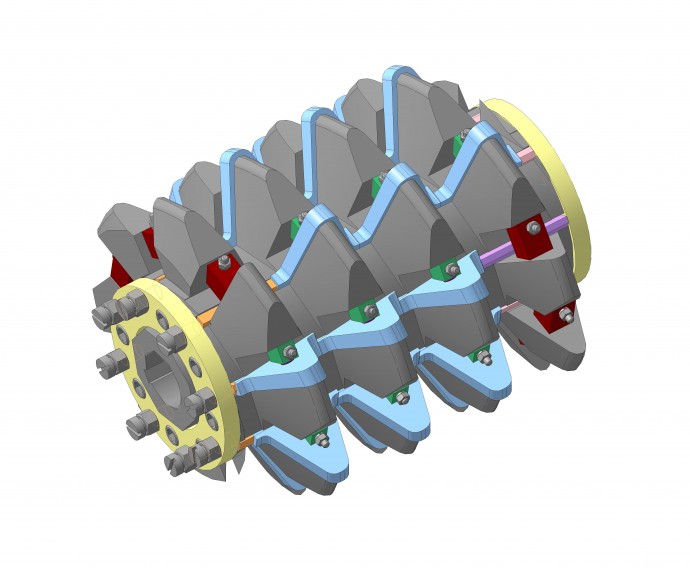
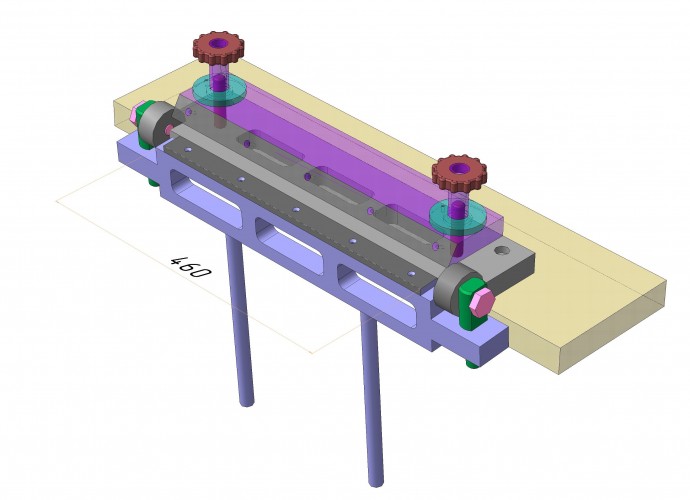
Фрезы торцовые 14 оснащаются сменными многогранными твердосплавными пластинами 21 различной формы, которые закрепляются непосредственно на корпусе. Для расширения технологических возможностей фрезы торцовые 15 оснащаются сменными цилиндрическими ножами 22, на которых закрепляются сменные многогранные твердосплавные пластины различной формы. (Рис. 3)
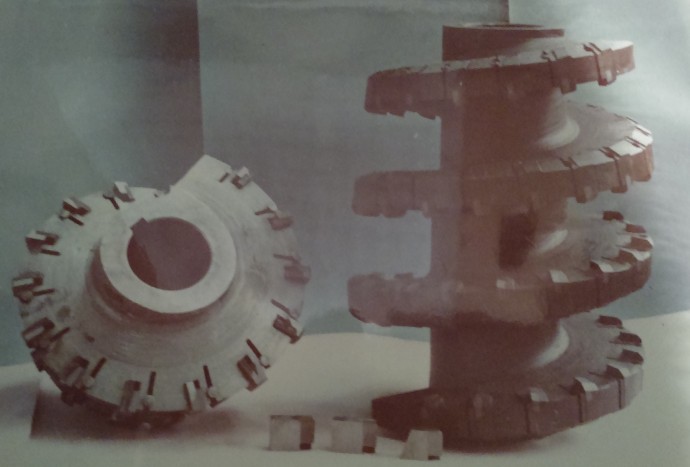
НПО Минэтэк-технологии имеет многолетний опыт разработки и производства торцевых фрез для тяжелых условий резания
 en
en ru
ru uk
uk






































")






