
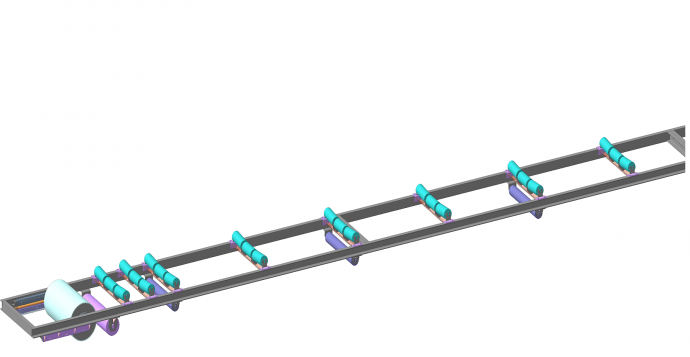
Приспособление и оснастка к токарно-винторезному станку модели 165 для обработки глубоких отверстий пневмо и гидро цилиндров, а также любых длинномерных тел вращения

Приспособление и оснастка к токарно-винторезному станку модели 165 для обработки глубоких отверстий пневмо и гидро цилиндров,а также любых длинномерных тел вращения
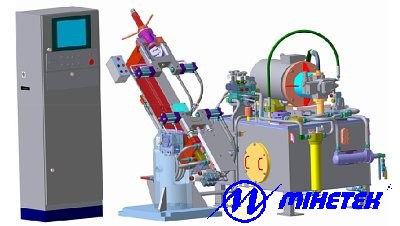
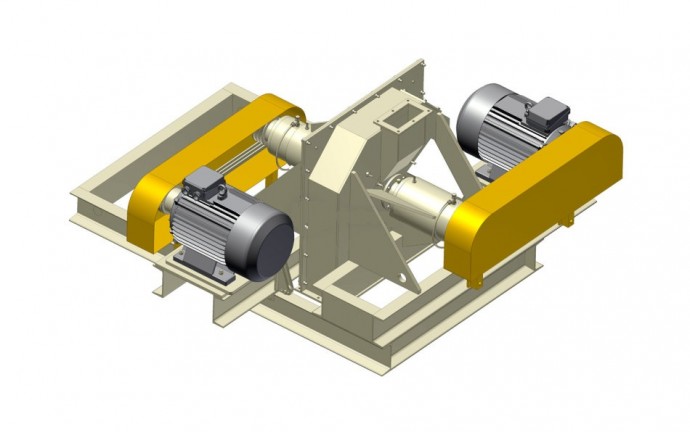
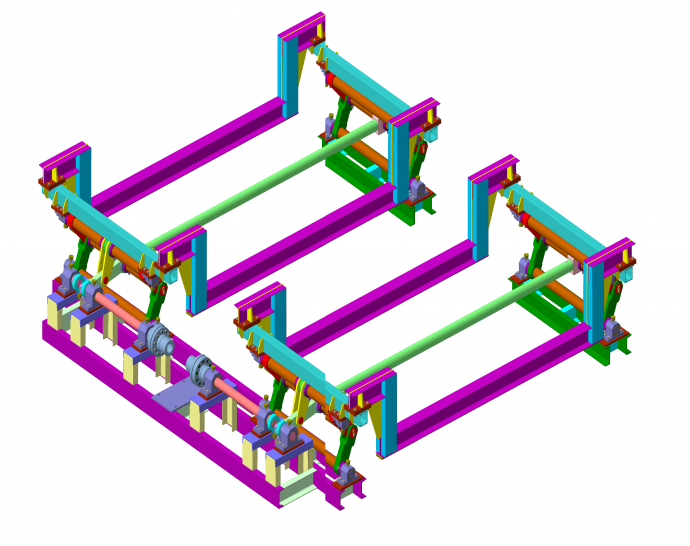
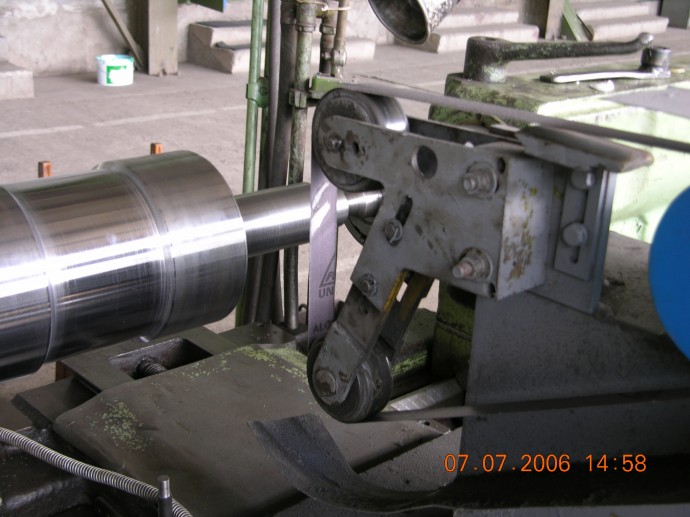
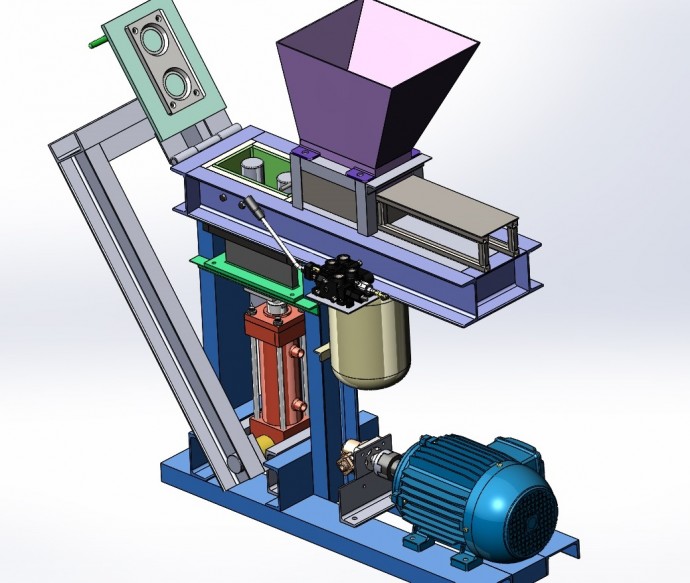
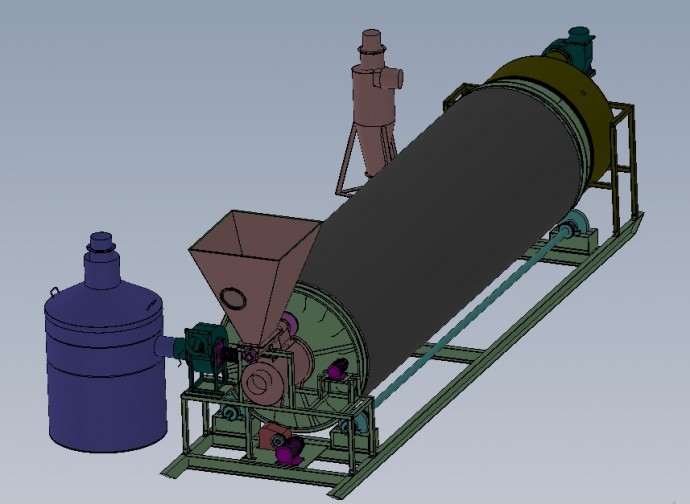
Модернизация станка выполнена с целью расширения технологических возможностей станка и использования его при расточке отверстий пневмо и гидро цилиндров. Модернизация позволила значительно раширить технологические возможности станка при обработке глубоких отверстий гидро и пневмоцилиндров и получить при этом экономический эффект, отказавшись от приобретения глубокорасточного станка.
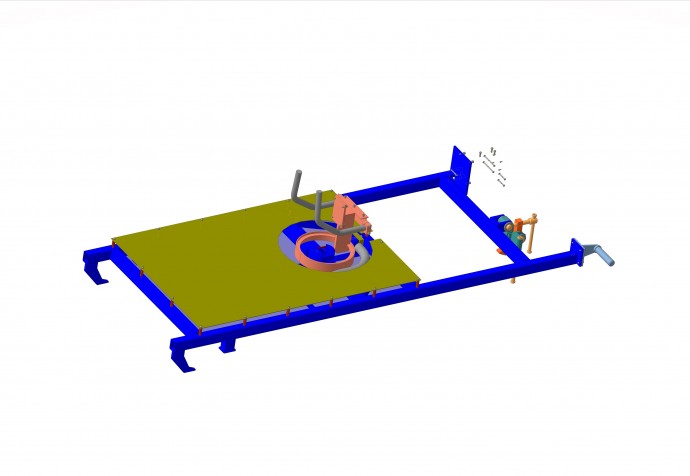
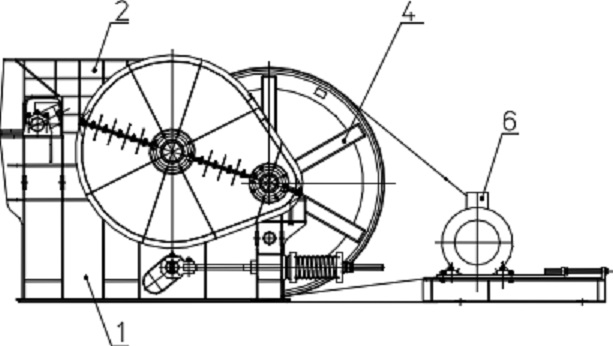
Для этого были спроектированы следующие вспомогательные узлы и детали:
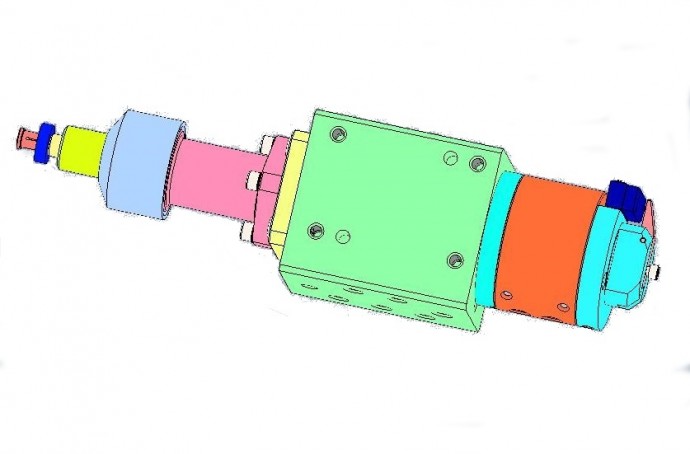
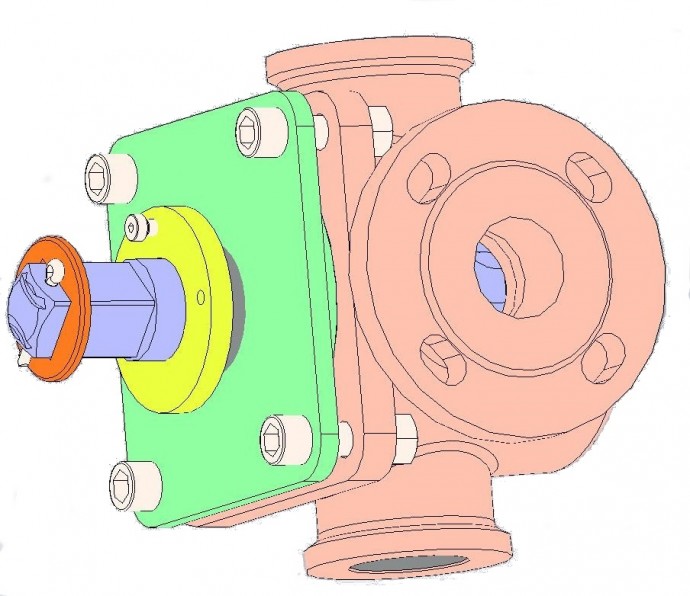
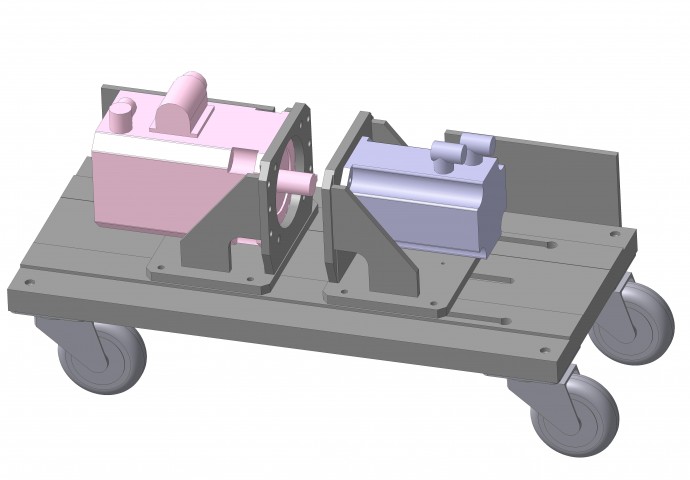
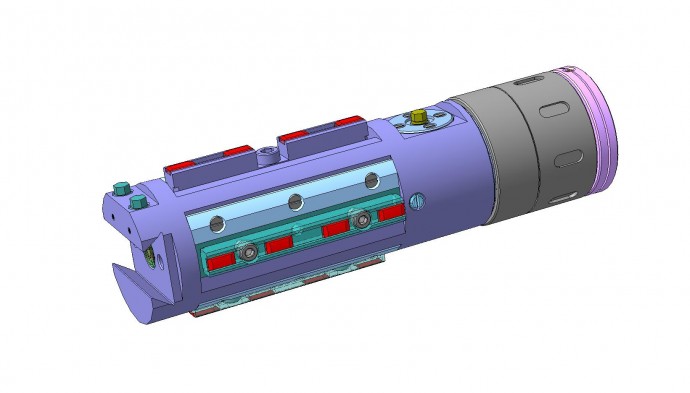
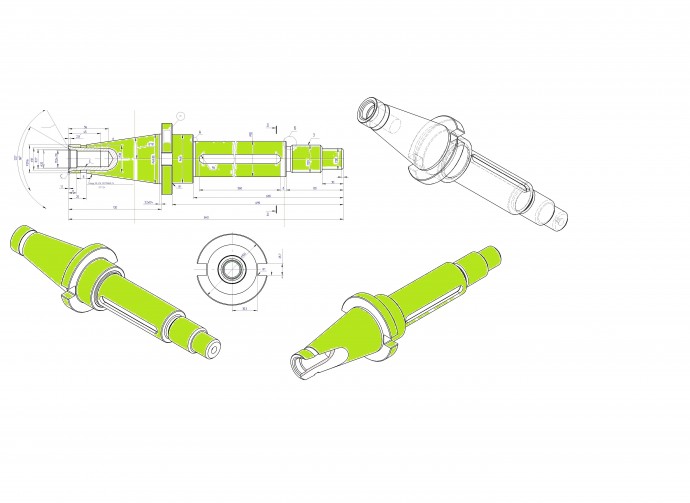
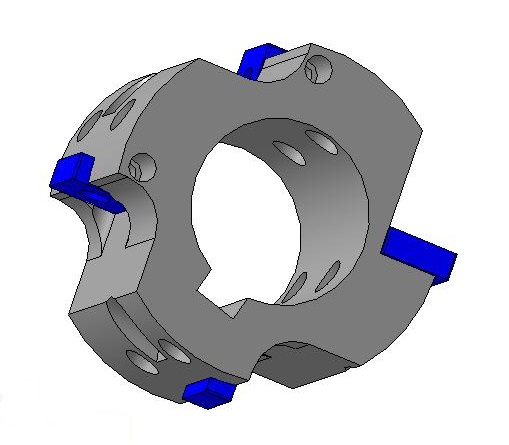
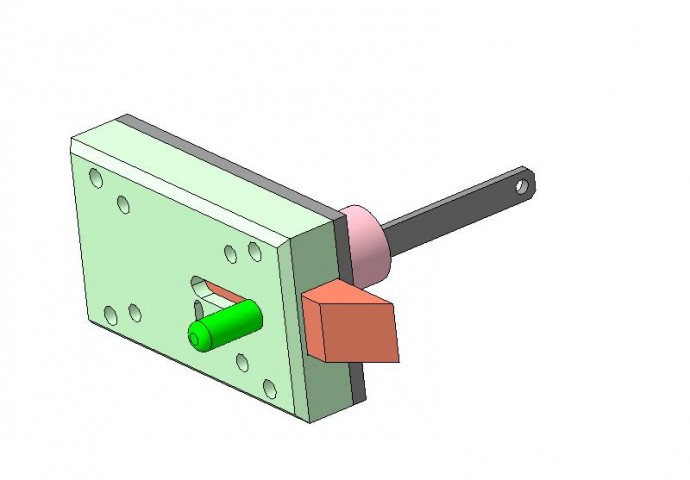
1- патрон специальный
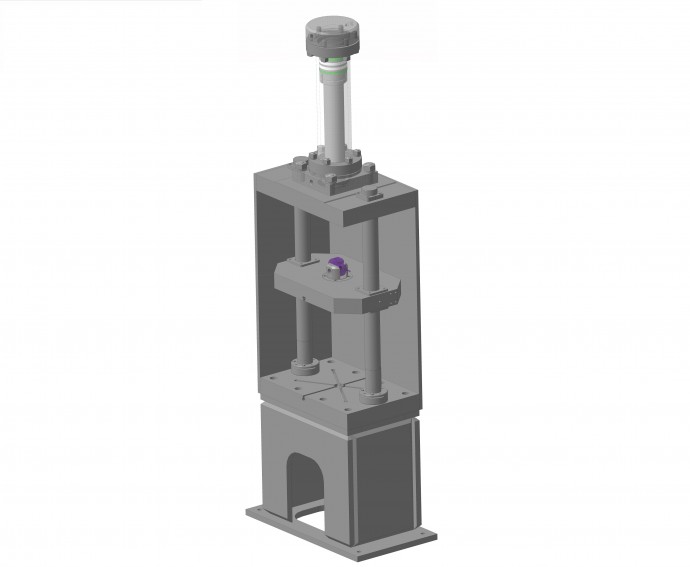
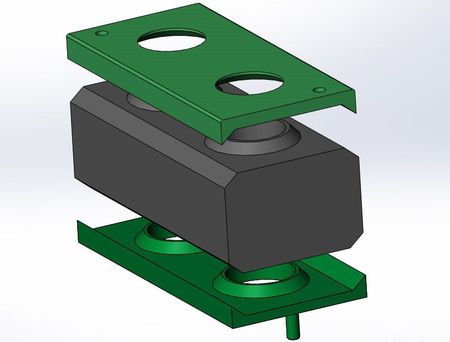
2- стойка подвижная
3- стойка поддерживающая
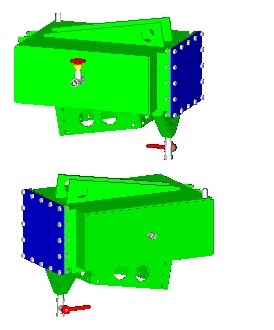
4,5 - защитные кожухи
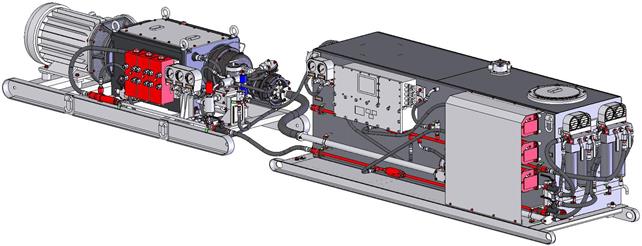
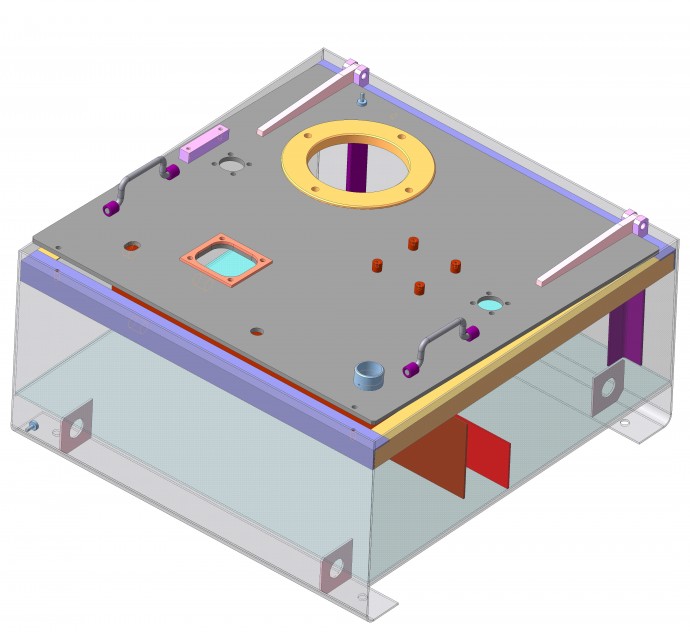
6 -насосная станция
7 - бак приемный
8 - корыто приемное
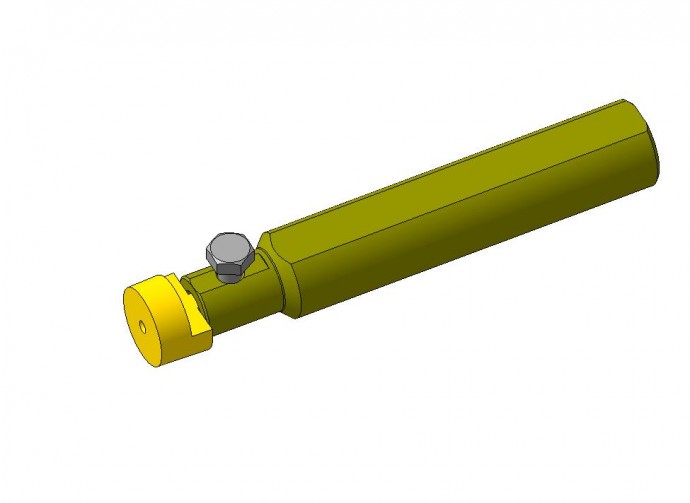
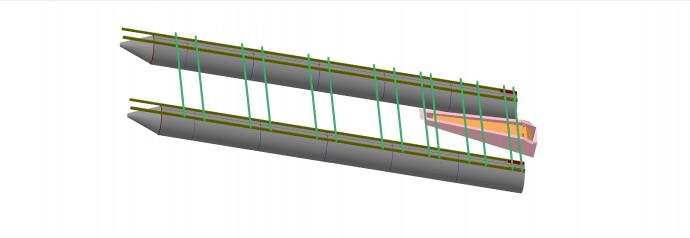
9 - набор стеблей
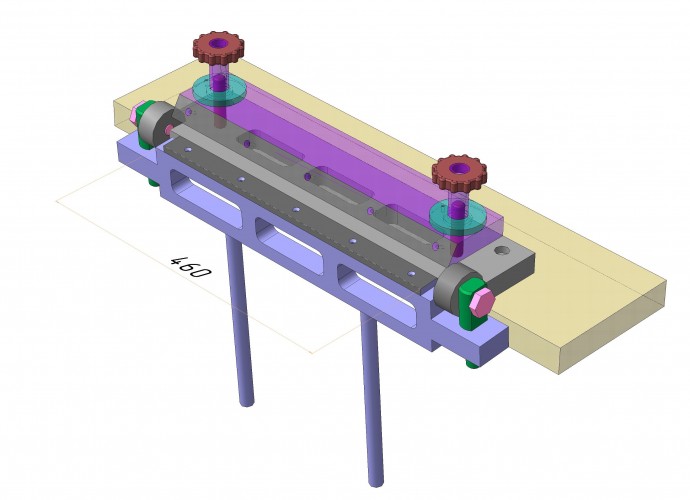
10 - люнет
11 - планки напорные
12 - прокладкирегулируемые
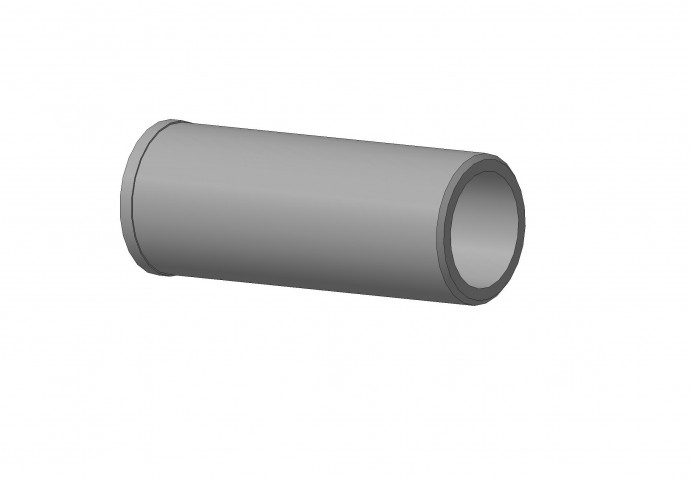
13 - втулки сменные
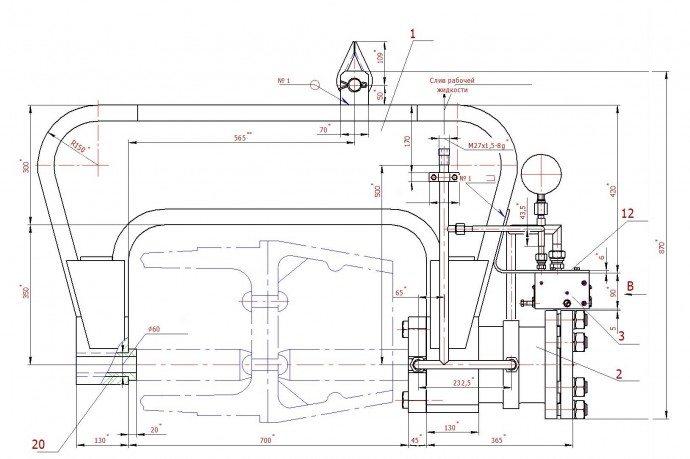
Настройка приспособлений и станка:
1. Установить,отцентрировать и закрепить патрон 1 впланшайбе станка
2. Установить и закрепить защитный кожух 4
3. В соответствии с длиной и диаметром обрабатываемого гидроцилиндра, установить на необходимом расстоянии от патрона люнет 10 и защитный кожух 5.
4. В соответствии с диаметром обрабатываемого гидроцилиндра, подобрать соответствующий стебель 9,сменные втулки 1 и установить указанную оснастку на стойках 2 и 3.
5. Произвести центрирование осей стебля 9,стоек 2 и 3 с осью шпинделя станка.
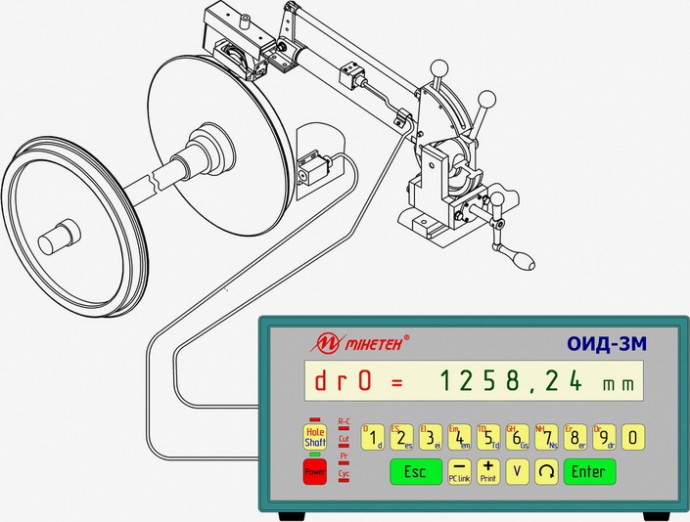
6. Крепление режущего инструмента,настройка его на размер,замер обрабатываемых отверстий приведены в технологическом процессе на обработку гидроцилиндров.
7 .Регулировка давления подачи охлаждающей жидкости в зону резания производится на станции охлаждения 6 перепускным клапаном.
8. Снятие приспособлений и оснастки со станка производится в обратном порядке.
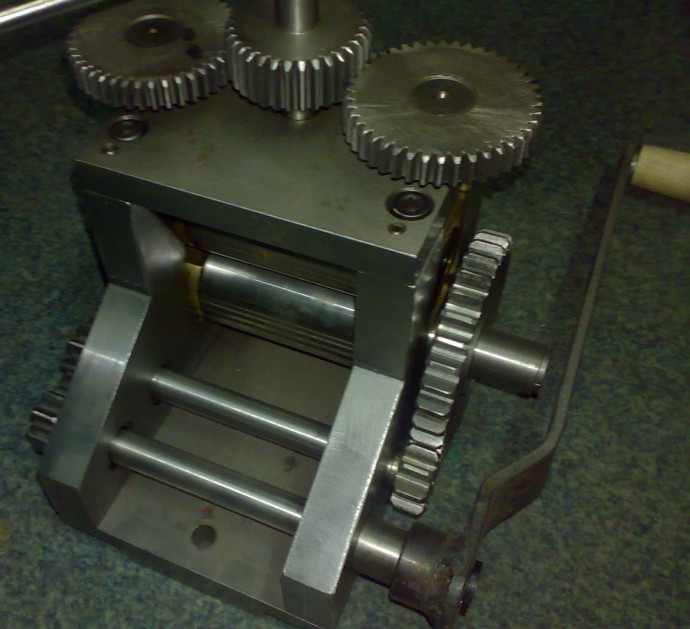
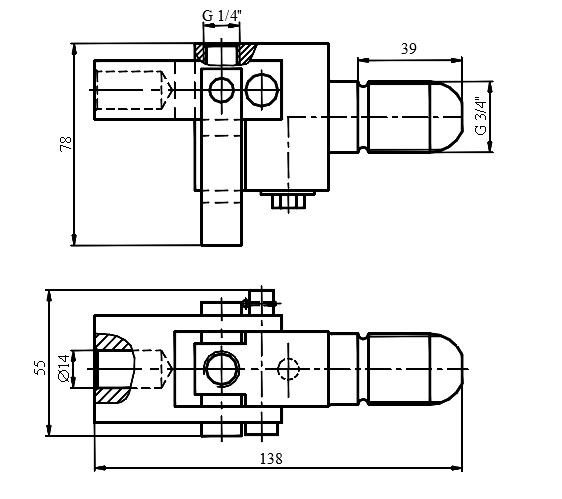
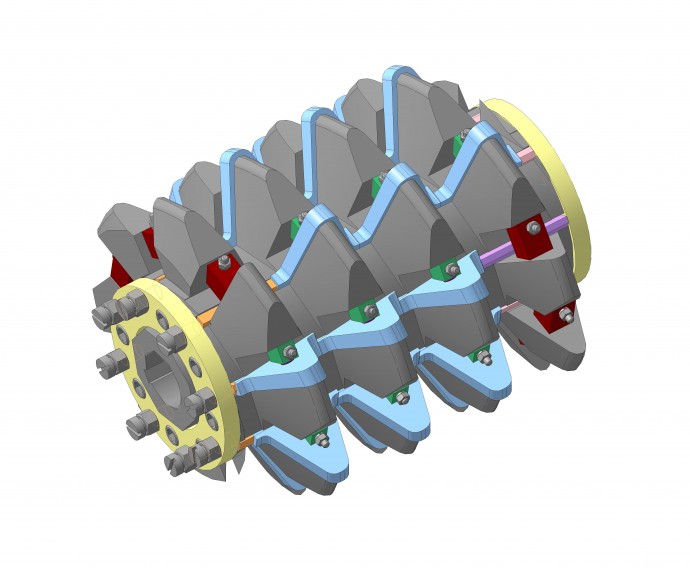
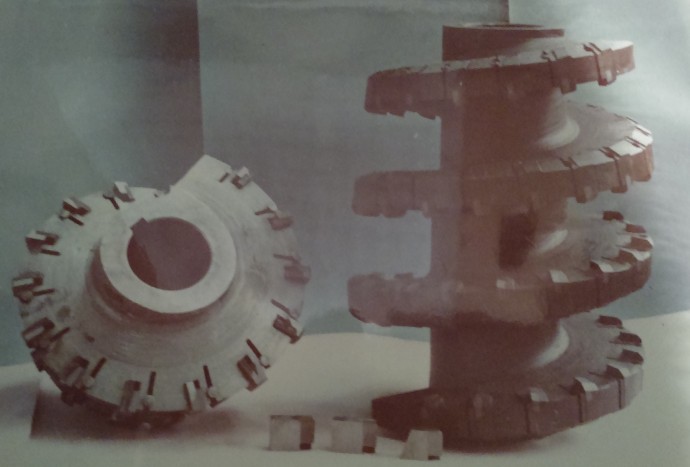
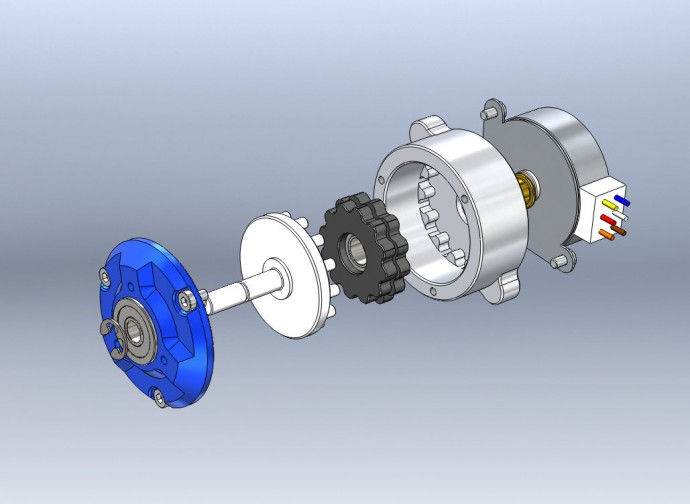
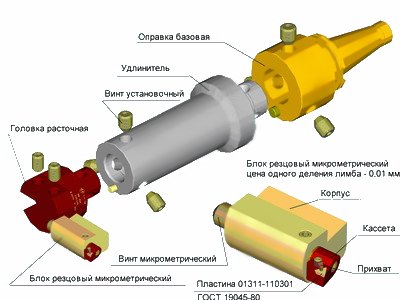
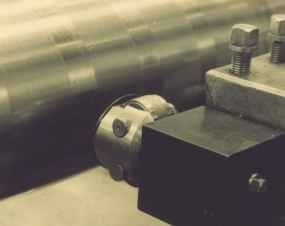
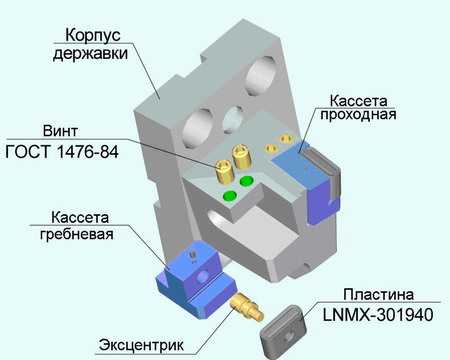
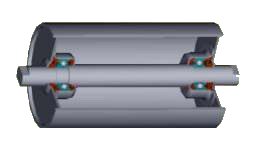
Также, нашим предприятием выпускается специальный расточной и раскатной инструмент для обработки внутренних цилиндрических отверстий:
https://minetek.donetsk.ua/enterprises/84-rastochnoi-i-raskatnoi-instrument.html
 en
en ru
ru uk
uk






































")






